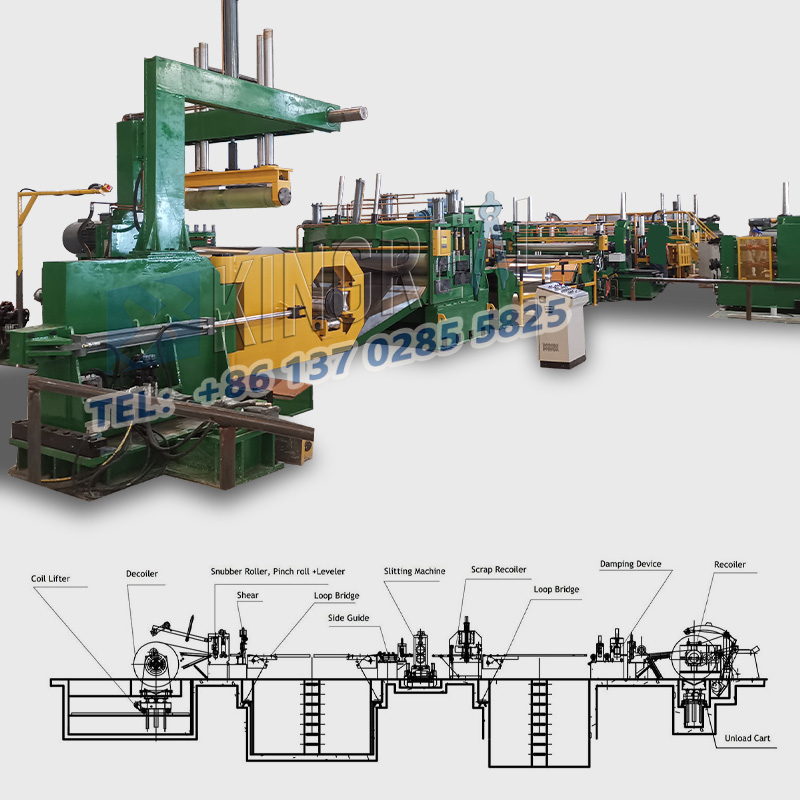
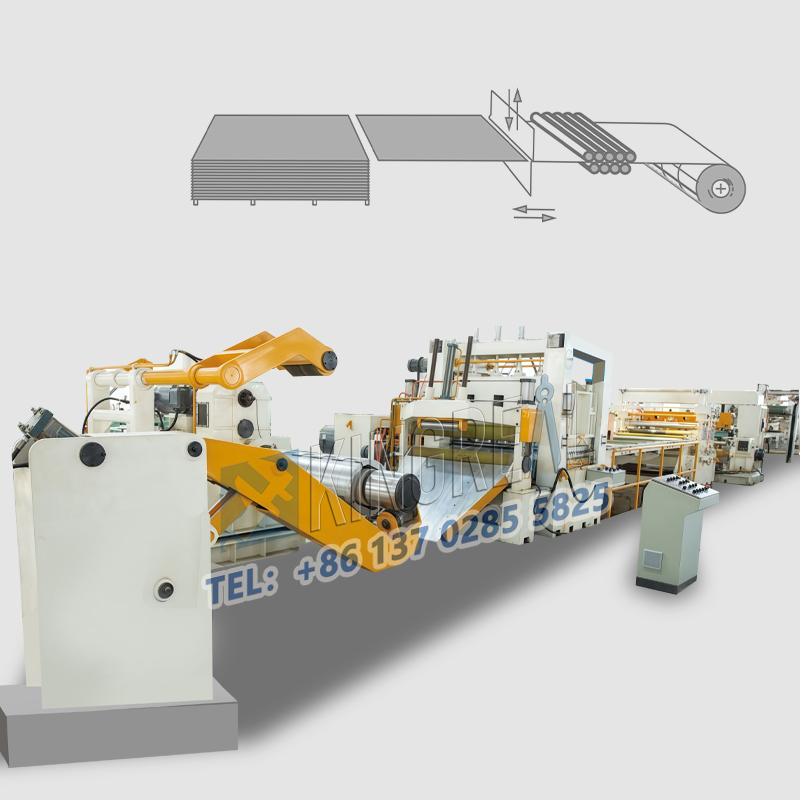
Dans le domaine du traitement des bobines métalliques,machines à refendre les bandes d'aciersont utilisés pour fendre longitudinalement des bobines de métal telles que l'acier inoxydable, l'aluminium, l'acier au carbone et l'acier au silicium. La précision dimensionnelle des bandes étroites, la douceur de la coupe et la présence ou l'absence de bavures ou de cambrure sont toutes directement déterminées par le jeu entre les lames supérieure et inférieure de la ligne de refendage de bandes d'acier.
Dans la production quotidienne, chaque fois que l'épaisseur de la bobine en cours de traitement est modifiée ou que différents matériaux de dureté variable sont utilisés, l'opérateur doit simultanément ajuster le jeu de la lame de la machine à refendre les bandes d'acier.
Un jeu de lame approprié permet à la ligne de refendage de bandes d'acier de couper des bandes étroites de haute précision avec des coupes lisses et sans bavures et des couches de section transversale uniformes ; des valeurs de jeu incorrectes entraîneront de nombreux défauts de production tels que l'enroulement des bords, l'écaillage des lames, le pliage des bandes et l'accumulation de bavures sur les bords. Cet article, KINGREAL STEEL SLITTER, combinera l'expérience pratique avec les normes de paramètres de jeu pour expliquer pleinement la logique de réglage, les méthodes pratiques et les spécifications de paramétrage pour le jeu de lame des machines à refendre les bandes d'acier.

Relation entre le jeu de lame et la précision des bandes dans les machines à refendre les bandes d'acier
Le jeu des lames d'une machine à refendre les bandes d'acier fait référence à l'espace radial laissé lorsque les ensembles supérieur et inférieur de lames de cisaillement circulaires s'engrènent. Cette valeur n'est pas une constante fixe mais change dynamiquement avec les deux variables principales que sont l'épaisseur et la dureté du matériau traité. Ces deux facteurs déterminent directement la qualité de refendage duligne de refendage de bandes d'acier.
1. Épaisseur du matériau
Lorsque l'épaisseur du matériau de la bobine traitée change, le jeu de la lame de la machine à refendre les bandes d'acier doit être ajusté en conséquence. Si la ligne de refendage de bandes d'acier traite des bandes métalliques épaisses, le jeu de la lame doit être augmenté de manière appropriée ; un jeu trop petit amènera les lames supérieure et inférieure à presser de force le matériau en feuille, augmentant instantanément la charge sur le corps de la lame, ce qui peut facilement conduire à la rupture de la lame et à la déformation de l'arbre de coupe, raccourcissant considérablement la durée de vie des couteaux et de la broche de la machine à refendre les bandes d'acier.
À l’inverse, lorsque la ligne de refendage de bandes d’acier passe au traitement de matériaux minces, le jeu des lames doit être réduit. Si le jeu est trop grand, le matériau en feuille ne peut pas être complètement coupé par les lames, les bords du matériau seront déchirés pendant le processus de cisaillement et un grand nombre de bavures apparaîtront des deux côtés de la bande finie. Dans les cas graves, la totalité de la bande étroite présentera une courbure dépassant les tolérances dimensionnelles et ne répondant pas aux exigences des processus d'emboutissage, de pliage et de formage en aval.
Pour les bandes métalliques extrêmement fines d'une épaisseur inférieure à 0,1 mm, l'écartement théorique des lames d'une machine à refendre les métaux approche de zéro, en s'appuyant sur le micro-verrouillage des lames pour obtenir une refente de précision.
2. Dureté du matériau et résistance à la traction
Différents métaux présentent des différences significatives en termes de résistance à la traction et de dureté, ce qui entraîne des plages d'écartement des lames complètement différentes adaptées aux machines à refendre les bandes d'acier. Les matériaux à haute dureté et à haute résistance à la traction, tels que l'acier au carbone épais, l'acier inoxydable et l'acier au silicium, ont des structures moléculaires denses et une plus grande résistance au cisaillement, nécessitant des espaces de lame plus grands dans les lignes de refendage de bandes d'acier. Les matériaux souples et à faible résistance, tels que l'aluminium pur et les fines feuilles d'aluminium, ont une plasticité élevée et une faible résistance au cisaillement, ce qui permet des espaces de lame convenablement plus petits dans les machines à refendre les bandes d'acier.
Le principe physique du refendage du métal n'est pas une simple coupe, mais plutôt le cisaillement partiel et la rupture par traction du matériau en feuille sous la pression de la lame. Les matériaux de dureté plus élevée présentent une proportion plus élevée de fracture plastique, ce qui nécessite des espaces plus grands pour obtenir une section transversale lisse. L'aluminium mou présente une déformation plastique importante ; des espaces excessifs peuvent provoquer des défauts d’extrusion, d’écaillage et de gondolage du matériau.
Méthode de réglage standard de l'écartement des lames de la ligne de refendage de bandes d'acier
Actuellement, la plupart des médias traditionnelsmachines à refendre les bandes d'aciersur le marché s'appuient sur des cales de précision pour obtenir un contrôle précis de l'écartement des lames. En ajoutant ou en retirant des cales et des bagues de différentes épaisseurs, l'écart radial entre les lames supérieure et inférieure de l'arbre de coupe est contrôlé avec précision. Le processus d’ajustement complet comprend quatre opérations principales :
(1) Faire correspondre la cale à l'espace de base
Avant le refendage formel, confirmez d'abord le matériau et l'épaisseur du rouleau, sélectionnez la valeur d'écart de base en fonction du tableau des paramètres d'écart, puis sélectionnez des cales de précision de l'épaisseur correspondante à assembler des deux côtés de l'arbre de coupe et des lames de la ligne de refendage de bandes d'acier. L'épaisseur des cales précisément adaptée garantit que les lames de la machine à refendre les bandes d'acier sont uniformément engagées, empêchant ainsi l'extrusion unilatérale, l'écaillage et l'enroulement des bords pendant le processus de cisaillement. Cela réduit considérablement l'usure de la lame et prolonge la durée de vie de l'ensemble des couteaux.
(2) Meulage et correction de la concentricité de la lame
Si la ligne de refendage de bandes d'acier est utilisée à haute intensité pendant une longue période et que les lames sont heurtées d'un côté, la concentricité de la lame deviendra déséquilibrée. Même si les spécifications des cales sont correctes, l’écartement des lames fluctue pendant le fonctionnement. Ce type de dysfonctionnement ne peut pas être réglé à l'aide de cales. L'ensemble des lames doit être démonté de l'arbre de coupe de la machine à refendre les bandes d'acier, envoyé à une meuleuse professionnelle pour un réaffûtage et un meulage externe, corrigeant la concentricité de la lame, puis réinstallé sur la ligne de refendage des bandes d'acier avant de réajuster l'écart entre les cales.
(3) Correction des arbres de coupe déséquilibrés
Les arbres de coupe supérieur et inférieur de la machine à refendre les bandes d'acier sont soumis à des impacts de cisaillement sur une longue période, entraînant une légère flexion et une usure inégale de la surface. Pendant la rotation de l'arbre, l'espace entre les lames se déplace périodiquement, ce qui entraîne des bavures d'un côté de la bande finie et une coupe douce de l'autre. Pour résoudre ce problème, la machine doit être arrêtée, l'ensemble d'arbre de coupe de la ligne de refendage de bandes d'acier démonté, les zones usées sur le corps de l'arbre rectifiées et corrigées, et l'équilibre dynamique de l'arbre de coupe calibré pour éliminer les fluctuations d'écart causées par la rotation.
(4) Stabilisation de l'écart de cisaillement avec des bagues
Les cales et les bagues de séparation sont des composants auxiliaires essentiels pour ajuster l'écart dans la machine à refendre les bandes d'acier. Installés des deux côtés de chaque groupe de lames de coupe, ils peuvent séparer avec précision les lames, contrôler l'espace de coupe d'un seul groupe et maintenir le parallélisme horizontal des lames supérieure et inférieure. Les joints et bagues en acier à haute résistance offrent une grande rigidité, empêchant les lames de racler et d'entrer en collision après l'assemblage. Ils garantissent également un espacement uniforme entre les multiples lames de coupe sur l'ensemble de l'arbre de coupe de la ligne de refendage de bandes d'acier, maintenant ainsi une précision de coupe constante sur plusieurs bandes.
Spécifications de réglage standard pour les paramètres d'écartement des lames des lignes de refendage de bandes d'acier
La référence de base pour régler l'écartement des lames demachines à refendre les bandes d'acierest l'épaisseur, la dureté et la résistance à la traction du matériau traité. Le tableau ci-dessous montre l'écart standard pour divers métaux couramment utilisés compatibles avec les lignes de refendage de bandes d'acier :
|
Épaisseur |
Acier inoxydable |
Aluminium |
Acier |
Acier au carbone |
Acier en siliciuml |
| <0,1mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Le réglage de l'écartement des lames sur une machine à refendre des bandes d'acier est un processus essentiel pour contrôler la qualité du produit fini de refendage de bobines. Une correspondance précise de la valeur de l'écart affecte directement l'efficacité de la production, l'usure des outils et le taux de qualification du produit fini de la ligne de refendage de bandes d'acier. Au cours du fonctionnement quotidien de la machine à refendre les bandes d'acier, les opérateurs doivent mémoriser les paramètres d'écartement correspondant au matériau et à l'épaisseur, utiliser des cales de précision pour un réglage correct et inspecter régulièrement les lames et l'arbre de coupe pour réduire les défauts de production tels que les bavures, les écailles et les écarts dimensionnels.
Pour plus d'informations surligne de refendage de bandes d'aciermise en service, sélection d'outils, conseils de traitement des bobines ou pour personnaliser des machines de refendage de bandes d'acier entièrement automatiques adaptées à l'acier inoxydable, à l'acier au carbone et à l'aluminium, veuillez contacter directement KINGREAL STEEL SLITTER !