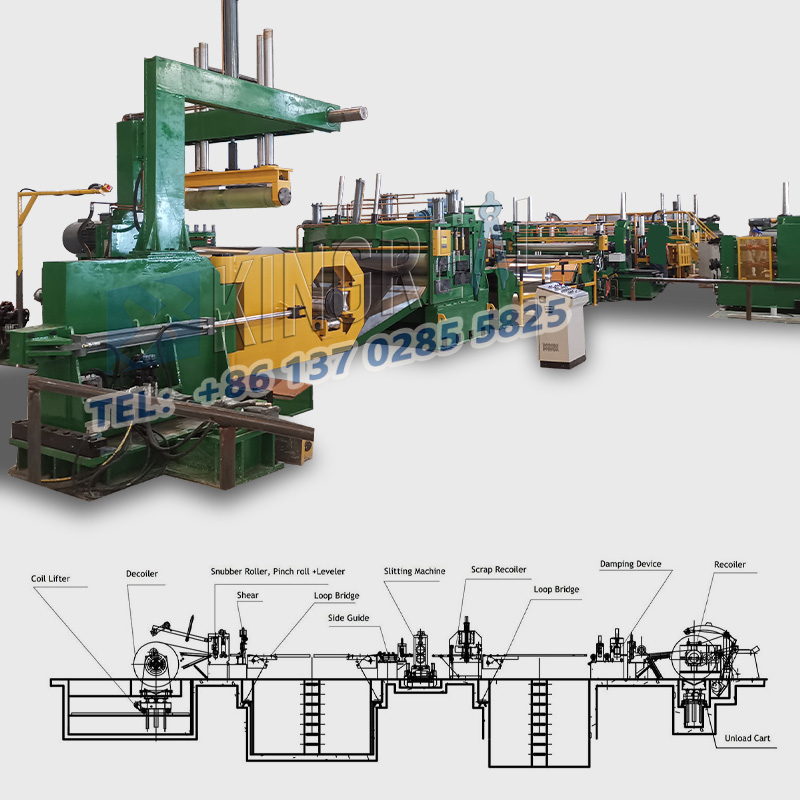
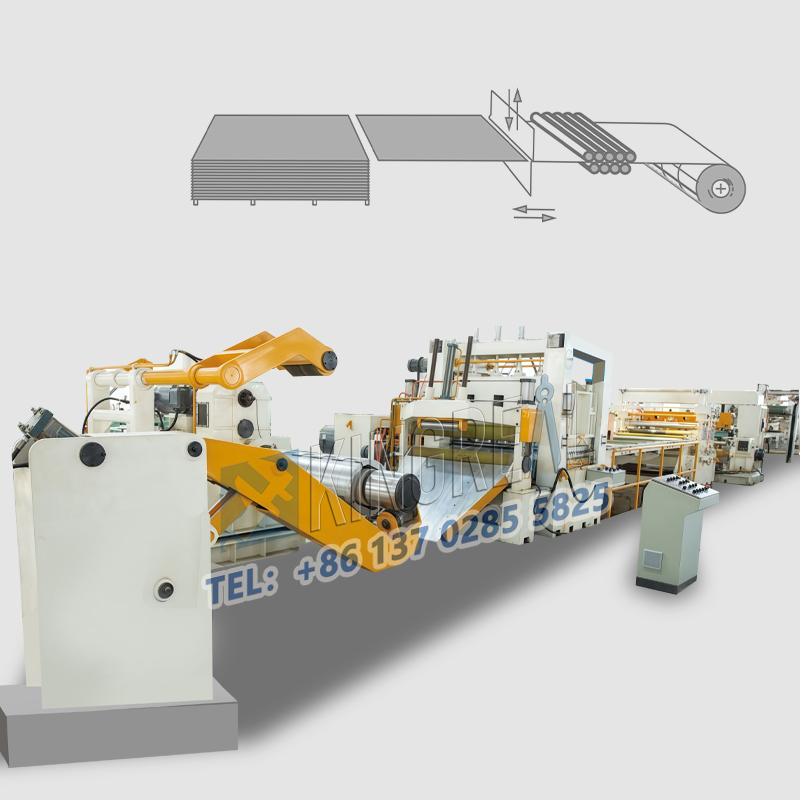
Dans l'industrie moderne,lignes de refendage de bobines de métalsont des équipements essentiels pour le refendage de bobines de métal, en particulier de bobines d'acier au silicium. Après avoir été découpées avec précision par la machine à refendre les bobines de métal, les bobines d'acier au silicium sont empilées en noyaux. Le contrôle qualité de base est essentiel pour garantir les performances des équipements électriques. Alors, quel est le lien étroit entre les lignes de refendage de bobines de métal et la qualité du noyau ? Cet article, KINGREAL STEEL SLITTER, répondra à cette question.

1. Fraises de base et contrôle qualité
La taille des bavures est un indicateur clé de la qualité du refendage. Des bavures excessivement grosses peuvent provoquer des courts-circuits, augmenter les pertes par courants de Foucault et avoir un impact important sur la taille et la qualité de la pile, entraînant une augmentation des pertes de noyau. Par conséquent, les travailleurs doivent prendre diverses mesures pour minimiser les bavures pendant le fonctionnement ou éliminer les bavures existantes.
Pendant le processus de refendage à l'aide d'unmachine à refendre les bobines de métal, des bavures sont toujours présentes dans une certaine mesure. Pour les équipements électriques tels que les transformateurs, la hauteur de bavure autorisée est généralement inférieure à 0,03 mm. Les bavures dépassant cette norme doivent être gaufrées. En pratique, un jeu de matrice approprié peut contrôler efficacement la taille des bavures. Lorsque les fissures sur les bords du poinçon et de la matrice forment une ligne droite, la taille minimale de la pièce découpée résultante est égale à la taille du poinçon, tandis que la taille maximale est égale à la taille de la matrice, garantissant ainsi une qualité élevée de la pièce.
2. Exigences d'installation et de fonctionnement de la machine-outil de refendage de bobines de métal
Lors de l'installation de l'outil sur lemachine à refendre les bobines de métal, l'opérateur doit l'aligner soigneusement pour s'assurer que les lignes centrales des matrices supérieures se chevauchent, en évitant les excentricités et les intersections. De plus, le jeu autour du tranchant doit être uniforme pour éviter tout contact d’un côté avant l’autre. Les concepteurs de moules doivent sélectionner soigneusement les matériaux, la structure et le dégagement du moule ; tandis que les fabricants doivent contrôler strictement les processus clés tels que le traitement et le broyage fin pour garantir que le moule fini répond aux normes de qualité.
En plus des bavures, la qualité de traitement de la ligne de refendage de bobines métalliques se reflète également dans la rectitude du noyau. La déviation du bord de cisaillement reflète l'ampleur des contraintes internes, qui ne peuvent pas être éliminées par la machine à refendre les bobines de métal. Le contrôle doit donc être effectué au sein même du matériau. Pendant le processus de refendage, la déviation du bord de cisaillement détermine la rectitude du matériau.
 |
 |
3. Contraintes internes et rectitude du matériau
Généralement, cet écart se traduit par différents degrés de convexité et de concavité, la plage de courbure autorisée ne dépassant pas 0,8 mm sur 1,5 m. En raison des fluctuations de l'alimentation électrique, de l'alimentation en air, du système hydraulique, de la température de l'huile et d'autres facteurs, des erreurs peuvent être provoquées par des interférences. Par conséquent, des dispositifs de stabilisation de tension, de réduction de pression et de pression constante doivent être ajoutés à ces systèmes électriques. De plus, diverses mesures de blindage doivent être mises en œuvre pour les systèmes électroniques afin d'éviter les interférences.
Dans les conditions existantes, les opérateurs doivent être familiers avecligne de refendage de bobines de métalLes différents systèmes de contrôle et méthodes de réglage permettent d'identifier et de corriger rapidement tout écart. Ce n'est qu'ainsi que l'efficacité de production de la machine à refendre les bobines de métal peut être efficacement améliorée et la qualité des noyaux assurée.
4. Paramètres techniques et fonctionnement de la machine à refendre les bobines métalliques
Les paramètres techniques duligne de refendage de bobines de métalimpactent directement la qualité de production des noyaux. Par exemple, le matériau et le tranchant des outils de coupe, ainsi que la vitesse de fonctionnement de la machine à refendre les bobines de métal, sont tous des facteurs importants affectant les bavures et la rectitude. Pour garantir le tranchant des outils de coupe, les opérateurs doivent régulièrement entretenir et remplacer les outils de coupe.
De plus, la vitesse de fonctionnement de la ligne de refendage de bobines métalliques doit être ajustée en fonction des caractéristiques du matériau. Lors du traitement de bobines d'acier au silicium d'épaisseurs et de duretés variables, un réglage approprié de la vitesse de fonctionnement peut réduire efficacement les bavures et améliorer la qualité du cisaillement.
5. Inspection et contrôle de la qualité
Pour garantir la qualité des carottes, un système complet d’inspection de la qualité doit être mis en place. Pendantmachine à refendre les bobines de métalEn fonctionnement, les carottes cisaillées doivent être régulièrement inspectées pour vérifier les indicateurs tels que la hauteur des bavures et la rectitude. Si des problèmes sont détectés, les paramètres de la ligne de refendage de bobines de métal doivent être ajustés rapidement ou les opérateurs doivent être recyclés pour garantir que chaque lot de produits répond aux normes de qualité.
De plus, divers indicateurs de qualité doivent être enregistrés pendant le processus de production pour une analyse et une amélioration ultérieures. Grâce à l'analyse des données, les facteurs potentiels affectant la qualité de base peuvent être identifiés, permettant ainsi la mise en œuvre de mesures d'amélioration ciblées.
6. Orientations futures du développement des machines à refendre les bobines métalliques
Avec les progrès technologiques, la technologie des lignes de refendage de bobines de métal évolue également constamment. Demain, intelligent et automatisémachines à refendre les bobines de métaldeviendra progressivement une tendance de l'industrie. En introduisant des capteurs avancés et des systèmes de contrôle automatique, divers paramètres pendant le processus de refendage peuvent être surveillés en temps réel, permettant des ajustements en temps opportun pour garantir une qualité constante du noyau. Au cours de ce processus, la formation des opérateurs est cruciale. Les travailleurs doivent maîtriser le fonctionnement de la nouvelle ligne de refendage de bobines de métal et être en mesure de résoudre rapidement tout problème pouvant survenir pendant le processus de refendage.
 |
 |
ligne de refendage de bobines de métalmachines à refendre les bobines de métalet la qualité de base sont étroitement liées. En contrôlant rationnellement les paramètres de la ligne de refendage des bobines de métal, en appliquant strictement les procédures d'exploitation et en établissant un système complet d'inspection de la qualité, la qualité du noyau peut être efficacement améliorée, réduisant ainsi les bavures et les écarts de rectitude. À l'avenir, avec le développement continu de la technologie intelligente, l'efficacité de la production et le niveau de contrôle qualité des machines à refendre les bobines de métal seront encore améliorés, offrant une solide garantie pour les performances des équipements électriques.
KINGREAL STEEL SLITTER espère que cet article fournira une référence précieuse aux praticiens des industries connexes et favorisera l'avancement de la technologie de refendage de bobines de métal.