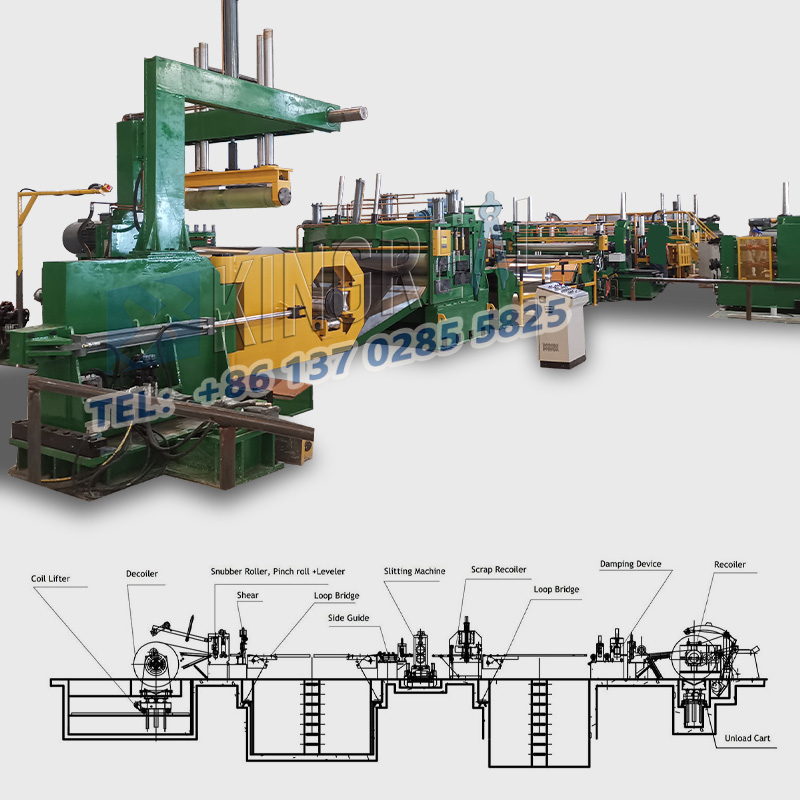
La précision de l'équipement joue un rôle crucial dans le processus de production demachines de coupe de tôle à longueur.
Cet article abordera divers aspects des lignes de coupe de tôle à longueur, notamment la précision de la structure mécanique, la précision du système de contrôle électrique, la qualité et la maintenance des outils, la manipulation et le positionnement des tôles et l'optimisation des paramètres de processus, révélant pleinement les secrets de la qualité des machines de coupe à longueur de tôle.

(1) Précision de la structure mécanique pour la machine de découpe de tôle à longueur
La structure mécanique d'unligne de coupe de tôle à longueurest sa base, et la précision de fabrication de chaque composant a un impact significatif sur ses performances globales.
Par exemple, si la rectitude des rails de guidage s'écarte considérablement pendant l'usinage, le matériau en feuille se déplacera pendant le transport, ce qui entraînera des dimensions de coupe imprécises.
De plus, la précision du pas de la vis mère est tout aussi critique, déterminant directement la précision de l'alimentation en matériau. Les erreurs de pas peuvent entraîner des écarts dans la longueur de coupe, impactant ainsi la qualité du produit final.
Par exemple, pour la fine feuille de cuivre requise pour les composants électroniques de haute précision, les exigences en matière de rectitude du rail de guidage et de précision du pas de la vis mère sont extrêmement élevées. Tout léger écart peut entraîner des dimensions non qualifiées de la feuille de cuivre, affectant ainsi les performances des composants électroniques.
Transport et positionnement des tôles à propos de la machine de découpe de tôle à longueur
Le système de contrôle électrique d’une ligne de coupe de tôles à longueur régule les paramètres de fonctionnement de l’équipement. Sa précision affecte directement la vitesse d’avance de l’outil et la position de coupe.
Un contrôle précis du servomoteur est très important lors du traitement des pièces automobiles, en particulier des plaques d'acier à haute résistance. Il garantit la cohérence dimensionnelle des composants et satisfait aux normes d'assemblage automobile en garantissant que chaque erreur de localisation de cisaillement reste dans une plage très étroite.
La rapidité de réponse du système de commande est également importante. Une réponse rapide et précise permet d’ajuster en temps opportun les conditions de fonctionnement de la machine de découpe de tôle à longueur, évitant ainsi les problèmes de qualité causés par les retards.
(1) Sélection du matériau de l'outil pour la machine de découpe de tôle à longueur
Danslignes de coupe de tôle à longueur, la sélection du matériau de l'outil doit être basée sur les caractéristiques de la plaque en cours de traitement.
Les outils en acier rapide conviennent aux tôles d'acier doux courantes car ils offrent d'excellentes performances de coupe et un prix abordable. Mais des outils en carbure sont nécessaires pour travailler des plaques plus résistantes telles que l'acier inoxydable et l'acier allié.
Leur grande dureté et leur résistance à l’usure prolongent considérablement la durée de vie des outils et garantissent la qualité de coupe.
Le traitement des plaques en alliage de titane dans le secteur aérospatial exige des matériaux d'outils encore plus stricts, nécessitant l'utilisation de matériaux d'outils spécifiques ultradurs pour résister à la résistance et à la ténacité élevées de l'alliage.
(2) Préparation du bord de l'outil pour la machine à couper la tôle à longueur
La qualité de la surface cisaillée est fortement influencée par le bord tranchant et robuste de l'outil. Les bords tranchants et lisses des outils de coupe finement rectifiés aident à minimiser les bavures et les déchirures lors du cisaillage de la tôle.
Des instruments de coupe de haute qualité, par exemple lors du traitement de tôles d'aluminium pour la décoration architecturale, garantissent une surface de cisaillement lisse et uniforme, réduisant ainsi le besoin de meulage ultérieur et améliorant l'apparence du produit et l'efficacité de la production.
De plus, la géométrie des bords de l'outil de coupe doit être ajustée en fonction de l'épaisseur et du matériau de la tôle pour garantir une répartition uniforme de la force de cisaillement et ainsi éviter la concentration de contraintes pouvant provoquer une déformation de la tôle.
(3) Entretien et remplacement des outils pour la machine à couper la tôle à longueur
L'entretien et l'entretien réguliers des outils, tels que le nettoyage et l'huilage, peuvent prévenir efficacement la rouille et l'usure accrue.
La surveillance de l'usure des outils et le remplacement rapide des outils très usés sont essentiels pour garantir un fonctionnement continu et stable de la ligne de coupe de tôle à longueur. Généralement, le remplacement de l'outil doit être envisagé lorsque l'usure du tranchant atteint un certain niveau (par exemple, 0,2 mm à 0,5 mm, en fonction du matériau de l'outil et de la tôle à traiter).
L'utilisation continue d'outils excessivement usés peut réduire considérablement la qualité du cisaillement de la tôle, entraînant des écarts dimensionnels et une augmentation des bavures.
(1) Stabilité du système d'alimentation pour la ligne de coupe de tôle à longueur
Un système d'alimentation stable est essentiel pour garantir une alimentation uniforme et précise des feuilles dans lemachine de découpe de tôle à longueur.
La rugosité de la surface et la rondeur des rouleaux d'alimentation peuvent affecter le bon déroulement du transport des feuilles. La feuille vibrera pendant le transport si les rouleaux d'alimentation sont rugueux ou pas assez ronds, provoquant des variations des dimensions de cisaillement.
De plus, la stabilité du couple moteur du moteur d’alimentation est importante ; les variations du couple moteur peuvent entraîner des vitesses d'avance irrégulières.
Par exemple, un système d'alimentation très stable est nécessaire lors du traitement de tôles d'acier galvanisées pour les boîtiers d'appareils électroménagers afin de garantir des dimensions de cisaillement constantes et ainsi préserver la précision de l'assemblage.
(2) Précision du dispositif de positionnement pour la ligne de coupe de tôle à longueur
Un dispositif de positionnement précis garantit que la tôle est correctement positionnée avant le cisaillement. La précision du dispositif de positionnement doit être ajustée en fonction des exigences de précision de traitement de la feuille, atteignant généralement ±0,1 mm à ±0,5 mm.
Les méthodes de positionnement courantes incluent le positionnement mécanique et le positionnement photoélectrique. Le positionnement mécanique offre une structure plus simple mais une précision relativement faible, tandis que le positionnement photoélectrique offre une plus grande précision et des vitesses de réponse plus rapides.
Lors du traitement de feuilles pour composants d'instruments de précision, des dispositifs de positionnement photoélectriques sont souvent utilisés pour garantir efficacement un positionnement précis des feuilles et améliorer la qualité du produit.
(1) Réglage de la vitesse de cisaillement pour la machine de coupe de tôle à longueur
La vitesse de cisaillement doit être choisie en fonction de l'épaisseur et du matériau de la tôle. La vitesse de cisaillement peut être augmentée pour les feuilles plus fines afin d'augmenter l'efficacité de sortie.
Cependant, pour les tôles plus épaisses ou plus résistantes, des vitesses de cisaillement trop rapides peuvent plier la tôle et augmenter l'usure de l'outil. Par exemple, la vitesse de cisaillement peut être ajustée à 30-50 coups par minute pour le traitement de tôles d'acier ordinaires d'une épaisseur de 1 mm ; pour les tôles d'acier à haute résistance d'une épaisseur de 5 mm, la vitesse de cisaillement doit être réduite à 10-20 coups par minute.
(2)Réglage de l'écart de cisaillement pour la ligne de coupe de tôle à longueur
L'écart de cisaillement fait référence à la distance entre les outils de coupe supérieurs et inférieurs. Sa taille affecte considérablement la qualité de la surface cisaillée et la durée de vie des outils de coupe.
Un espace trop petit accélérera l'usure des outils et même endommagera les outils, tandis qu'un espace trop grand provoquera des bavures et des déchirures sur la surface cisaillée.
Généralement, l'écart de cisaillement doit être réglé entre 5 % et 10 % de l'épaisseur de la tôle (la valeur spécifique dépend du matériau de la tôle).
Lors du traitement de tôles en alliage d'aluminium, en raison de leur douceur, une valeur plus petite peut être utilisée. Cependant, lors du traitement d'acier plus dur, un écart de cisaillement plus important est nécessaire.