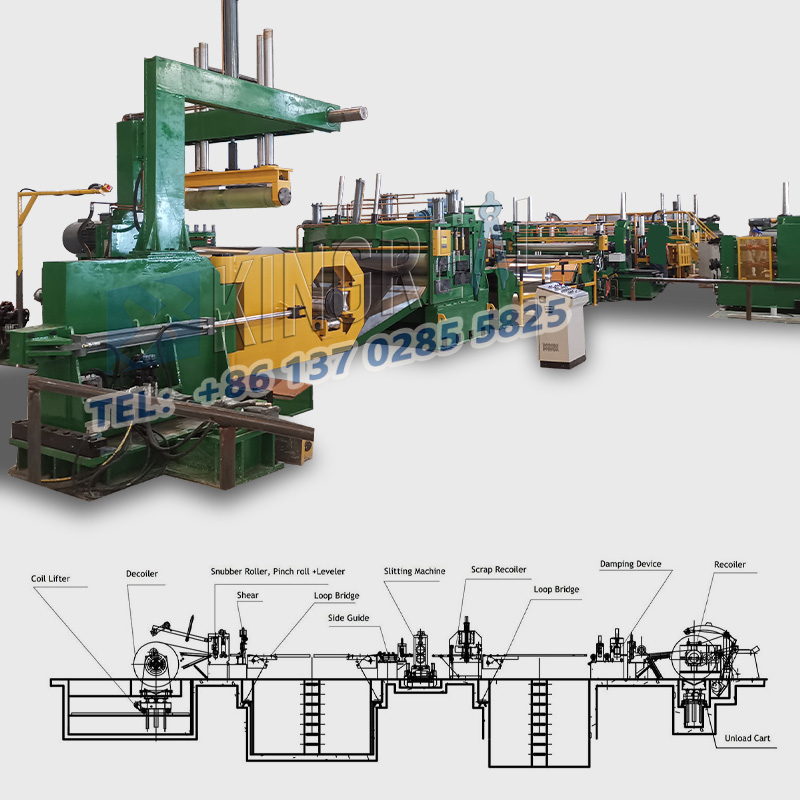
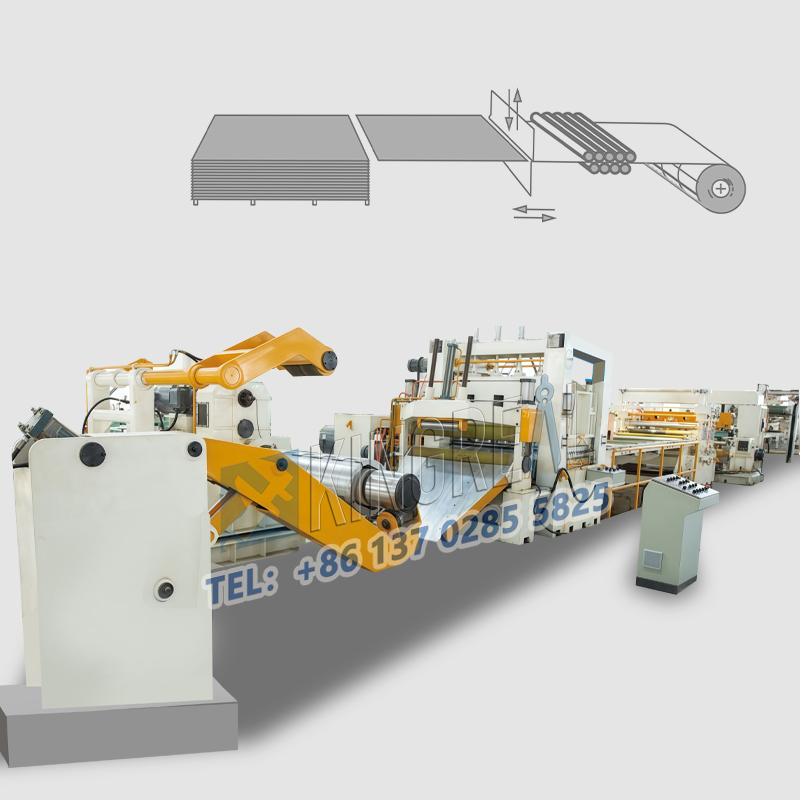
Leligne de refendage à grande vitesse, avec une vitesse de fonctionnement maximale de 230 m/min, achève efficacement les processus clés tels que le déroulement, la refente et le recul des bobines métalliques, améliorant considérablement l'efficacité de la production et la précision du traitement. Cependant, lors d'un fonctionnement à long terme à charge élevée et à grande vitesse, la machine à refendre à grande vitesse est sujette à divers défauts dus à des facteurs tels qu'un mauvais fonctionnement, l'usure des composants et un entretien inadéquat. Ces défauts affectent non seulement la progression de la production, mais peuvent également réduire la qualité du traitement et même raccourcir la durée de vie de la ligne de refendage à grande vitesse. Pour aider les opérateurs concernés à mieux résoudre les problèmes opérationnels des machines de refendage à grande vitesse et à garantir une production fluide, cet article détaillera les défauts courants, leurs causes et les solutions correspondantes lors du fonctionnement des lignes de refendage à grande vitesse, ainsi que partagera des conseils pratiques pour prolonger leur durée de vie.
1. Dimensions de refendage inexactes
Les dimensions de refendage inexactes sont l'un des problèmes les plus courants avecmachines à refendre à grande vitesse, en particulier lors d'un fonctionnement à grande vitesse. Une fois que ce problème survient, il peut conduire à un lot de produits de qualité inférieure, entraînant un gaspillage de matériaux et des retards de production.
Causes :
(1) Contrôle de tension instable. Au cours du processus de refendage d'une ligne de refendage à grande vitesse, une mauvaise coordination des tensions entre les étapes de déroulement, de refendage et de rembobinage peut provoquer un étirement ou une contraction du matériau, affectant ainsi les dimensions de refendage.
(2) Usure importante de l'outil. Les lames d'une machine à refendre à grande vitesse sont constamment dans un état de coupe à grande vitesse, ce qui peut entraîner une usure des bords, un émoussement ou même des entailles. Cela rend impossible une découpe précise du matériau, ce qui entraîne des écarts dimensionnels.
(3) Système de correction des écarts anormaux. Le dispositif de correction des écarts est crucial pour garantir le transport précis des matériaux. Si le capteur d'écart fonctionne mal ou n'est pas correctement calibré, cela peut provoquer un écart de transport du matériau, entraînant des écarts dimensionnels lors du refendage.
Solution:
(1) Inspectez le contrôleur de tension de la machine à refendre à grande vitesse pour confirmer que les paramètres de tension sont définis conformément aux propriétés du matériau. Ajustez la tension pendant le déroulement et le rembobinage pour assurer une transition en douceur de la tension entre les trois étapes, en évitant l'étirement ou le relâchement du matériau.
(2) Vérifiez régulièrement l'état des lames. En cas d'usure, d'émoussement ou d'entailles, remplacez-les par des lames répondant aux spécifications. Après le remplacement, ajustez précisément les lames pour garantir un centrage précis.
(3) Calibrez le dispositif de correction d'écart, vérifiez la sensibilité du capteur d'écart, nettoyez la poussière et les taches sur la surface du capteur et recalibrez les paramètres de correction d'écart pour garantir que le matériau ne dévie pas pendant le processus de transport et garantir l'exactitude des dimensions de refendage.
2. Déviation matérielle et froissement
Lors du fonctionnement des lignes de refendage à grande vitesse, la déviation du matériau et le froissement sont également des problèmes courants, en particulier pour les bobines de métal minces, où le problème est plus important. Cela affecte non seulement la précision de refendage, mais peut également provoquer des dommages matériels ayant un impact sur le traitement ultérieur.
Causes :
(1) Galets de guidage déséquilibrés. Les rouleaux de guidage des machines à refendre à grande vitesse sont essentiels au support et au transport des matériaux. Si les rouleaux de guidage ne sont pas installés de niveau, présentent une usure de surface ou sont fixés par des corps étrangers, cela entraînera une force inégale sur le matériau pendant le transport, entraînant une déviation et des plissements.
(2) Pression d'air insuffisante. Certains composants d'actionnement des machines à refendre à grande vitesse sont entraînés par la pression de l'air. S'il y a une fuite dans le système de pression d'air ou si la pression est insuffisante, les composants associés fonctionneront mal et ne parviendront pas à contrôler de manière stable le transport du matériau.
(3) Tension matérielle inégale. Semblable au problème de tension provoquant des dimensions de refendage imprécises, des fluctuations excessives de la tension pendant le déroulement et le rembobinage peuvent conduire à un étirement inégal du matériau pendant le transport, entraînant des froissements et des déviations.
Solution:
(1) Ajustez le niveau des rouleaux de guidage. Une fois la ligne de refendage à grande vitesse arrêtée, inspectez tous les rouleaux de guidage de la machine de refendage à grande vitesse, nettoyez les corps étrangers et les taches sur la surface des rouleaux de guidage. S'il y a une usure sur la surface des rouleaux de guidage, réparez-les ou remplacez-les à temps. Ajustez l'angle d'installation des rouleaux de guidage pour vous assurer que tous les rouleaux de guidage sont au même niveau et que le matériau est uniformément sollicité pendant le transport.
(2) Vérifiez le système pneumatique. Inspectez s'il y a des fuites dans la canalisation pneumatique, remplissez la pression d'air selon la norme spécifiée par la machine de refendage à grande vitesse, et nettoyez et entretenez régulièrement les vannes pneumatiques, les cylindres et autres composants pour assurer le fonctionnement stable du système pneumatique.
(3) Optimiser la tension du déroulement et du rembobinage. En fonction de l'épaisseur, de la dureté et d'autres caractéristiques du matériau, réajustez les paramètres de tension de la machine de refendage à grande vitesse, adoptez un mode de contrôle de tension stable et évitez les fluctuations de tension excessives pour réduire l'écart du matériau et les plis à partir de la racine.
3. Vibration ou bruit anormal de la ligne de refendage à grande vitesse
Lorsqu'une machine de refendage à grande vitesse fonctionne à grande vitesse et subit des vibrations anormales ou un bruit strident, cela indique qu'il y a une usure ou des problèmes d'installation avec les composants de la ligne de refendage à grande vitesse. S’il n’est pas traité rapidement, cela accélérera l’usure des composants et pourrait même entraîner une panne et un arrêt de la machine de refendage à grande vitesse.
Causes :
(1) Usure des roulements. Les pièces de transmission et les rouleaux de guidage d'une machine à refendre à grande vitesse sont tous équipés de roulements. Un fonctionnement à grande vitesse à long terme peut entraîner une lubrification insuffisante et une usure importante des roulements, provoquant des vibrations et du bruit pendant la rotation.
(2) Courroie d'entraînement desserrée. La courroie d’entraînement est un élément clé de la transmission de puissance dans une machine à refendre à grande vitesse. En cas d'utilisation prolongée, elle peut vieillir et s'étirer, ce qui entraînerait une courroie d'entraînement desserrée. Pendant le fonctionnement, il frottera contre la poulie, générant du bruit et affectant la transmission de puissance, ce qui provoquera des vibrations à grande vitesse sur la ligne de refendage.
(3) Composants mécaniques desserrés. Lors d'un fonctionnement à long terme et à forte charge d'une machine à refendre à grande vitesse, les vis, boulons et autres pièces de connexion peuvent se desserrer, entraînant une mauvaise connexion entre les composants et provoquant des vibrations et un bruit anormal pendant le fonctionnement.
Solution:
(1) Inspectez tous les roulements de la machine à refendre à grande vitesse. Si un roulement est usé, coincé ou fait des bruits anormaux, ajoutez de la graisse spéciale pour la lubrification à temps. Si l'usure est importante, remplacez immédiatement le roulement pour éviter que ses dommages n'affectent le fonctionnement global de la ligne de refendage à grande vitesse. (2) Réglez le serrage de la courroie d'entraînement. Une fois la machine à refendre à grande vitesse arrêtée, vérifiez la tension de la courroie d'entraînement. Si la courroie d'entraînement est lâche, réglez le dispositif de tension. Si la courroie d'entraînement est vieillie ou très usée, remplacez-la à temps pour vous assurer que la courroie d'entraînement est bien ajustée à la poulie et que la transmission de puissance est fluide.
(3) Effectuer une inspection complète des vis, boulons et autres pièces de connexion duligne de refendage à grande vitesse. Serrez toutes les pièces détachées, en vous concentrant particulièrement sur les pièces de connexion des positions de fixation de la transmission et du rouleau de guidage, pour garantir que toutes les pièces sont étroitement connectées et réduire les vibrations et le bruit pendant le fonctionnement.
(1) Entretien de la lame
-Inspection quotidienne : Avant de démarrer la machine à refendre à grande vitesse, vérifiez si les lames présentent des entailles, de la rouille ou des résidus de matériau. Nettoyez la saleté à temps, enlevez les taches avec un nettoyant spécial et appliquez un agent lubrifiant antirouille après séchage.
-Remplacement en temps opportun : conservez un journal de l'état de la lame. Remplacez à temps les lames très usées ou dont les bords sont ébréchés ou fissurés pour éviter d'affecter les performances globales duligne de refendage à grande vitesseen raison de dommages à la lame.
(2) Gestion de la lubrification
-Lubrification des pièces clés : Lubrifier les pièces mobiles telles que les roulements, les engrenages, les vérins hydrauliques, les chaînes et les courroies à intervalles réguliers. Les roulements/engrenages doivent être lubrifiés quotidiennement avec de la graisse synthétique à faible viscosité, les cylindres hydrauliques avec de l'huile hydraulique résistante aux températures élevées toutes les 1 000 heures et les chaînes/courroies avec de la graisse à base de lithium une fois par mois.
-Nettoyer avant la lubrification : nettoyez les vieilles taches d'huile avant la lubrification pour éviter une lubrification excessive qui absorbe la poussière et affecte l'effet de lubrification.
(3) Tension et calibrage
-Contrôle de tension : Ajustez les paramètres de tension en fonction des propriétés du matériau. Par exemple, la tension des films doit être relativement faible, tandis que celle des feuilles métalliques peut être légèrement plus élevée. Pendant le rembobinage, utilisez une tension conique pour éviter la compression de la couche interne.
-Calibrage régulier : Calibrez le centrage de la lame et les capteurs tous les 3 à 6 mois. Pour les lignes de refendage à grande vitesse avec une fréquence d'utilisation élevée, raccourcissez le cycle d'étalonnage pour garantir la précision de coupe et le fonctionnement stable de la machine de refendage à grande vitesse.
(4) Entretien du système de transport
-Vérifiez les courroies/chaînes : Inspectez la tension des courroies/chaînes chaque semaine pour éviter tout glissement ou usure excessive due à une tension trop élevée. Effectuez des corrections ou des remplacements en temps opportun pour les courroies/chaînes très usées.
-Vérifier les roulements : Examiner l'état d'usure des roulements des pièces de transmission tous les trois jours. Écoutez tout bruit anormal et ressentez une surchauffe. Remplacez rapidement les roulements endommagés.
(5) Entretien du système électrique
-Nettoyer la dissipation thermique : Nettoyez chaque mois les trous de dissipation thermique et les ventilateurs du boîtier électrique pour éviter l'accumulation de poussière et assurer une bonne ventilation du convertisseur de fréquence et du servomoteur.
-Vérifiez le câblage : serrez les bornes de câblage et vérifiez le vieillissement des câbles pour éviter les défauts électriques affectant le fonctionnement de la ligne de refendage à grande vitesse.
Grâce à une maintenance standardisée, le taux de défaillance demachine à refendre à grande vitessepeut être réduit de plus de 40 %, prolongeant considérablement sa durée de vie !