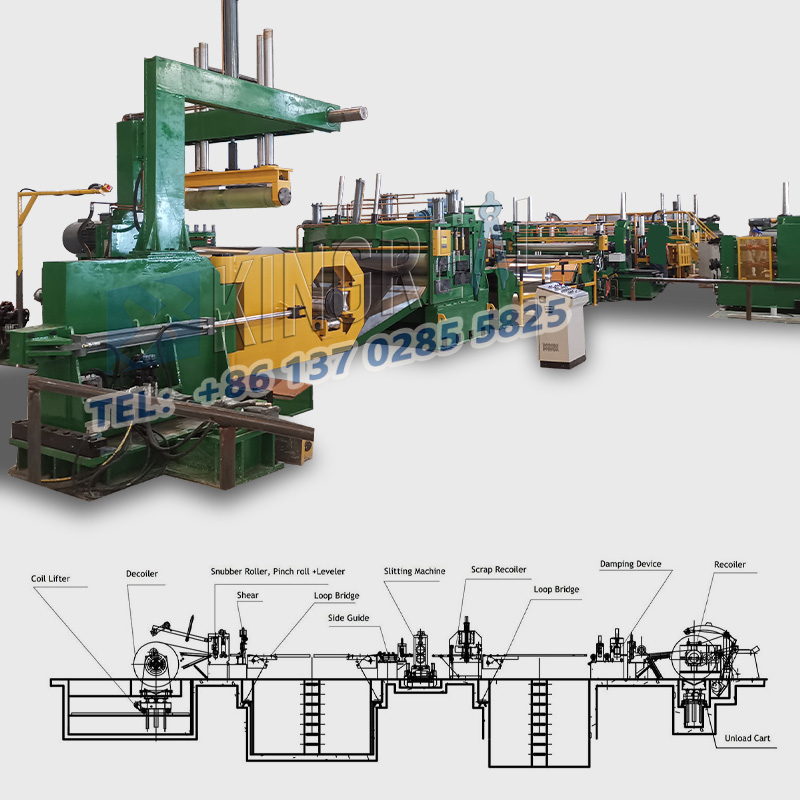
Pendant le processus de rotation duÉquipement de machine à tranche de bobine, il est possible de provoquer une déformation de la bande d'acier en raison de l'influence de certains facteurs indésirables, et un phénomène plus courant est la génération de flexion latérale.Il existe de nombreux facteurs qui peuvent causer ce problème.

Cela peut être dû au processus de cisaillement de la bande dans le acier Machine à trancher, en raison de l'apparence de terrifiants évidents ou de fouilles des deux côtés de l'incohérence et de la flexion.
Par exemple, dans le processus d'enroulement car il y a un côté de la bavure et un côté plus grand de l'épaisseur de la plaque est plus grand, le diamètre du volume est grand et produit un baril évasé pour former le bord de l'extension du virage. Cette situation doit être insérée de l'autre côté de l'épaisseur appropriée du papier ou un traitement divisé. De plus, cela peut également être dû à l'inégalité du bord de la bande, la présence de ondues, ce qui entraînera ses changements d'épaisseur de bord et provoquera une extension de pointe ou due au frittage latéral de la lame, à la lame et à la lame de la lame entre la rugosité du côté lame, et à produire un bord de bande ondulé.

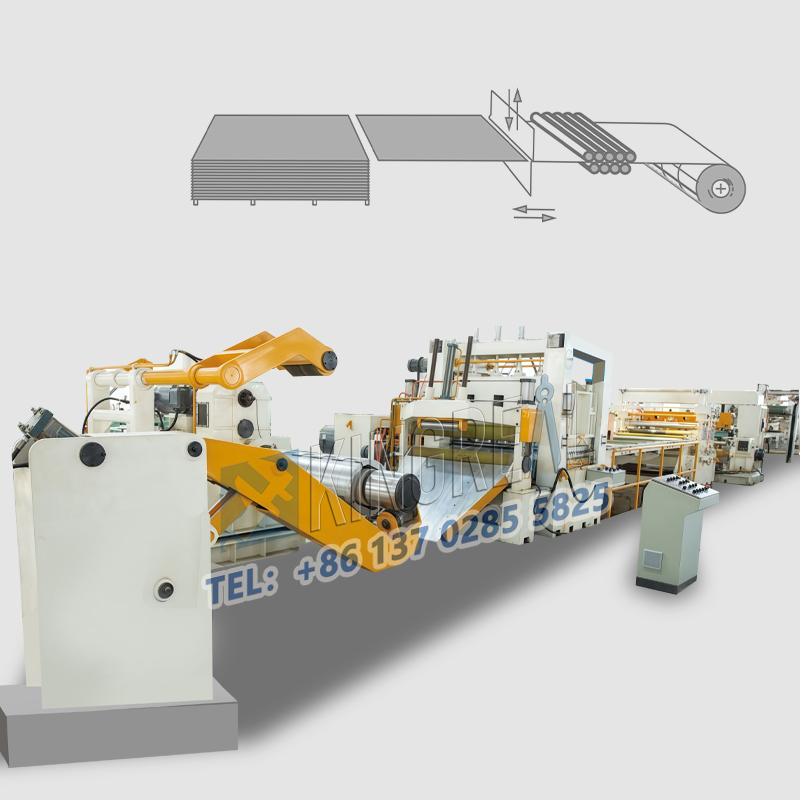
Les contre-mesures spécifiques sont:Augmentez le dégagement horizontal pour réduire la pression latérale. Sélectionnez la lame adaptée aux matériaux coupés. De plus, pendant le processus de tranche, nous pouvons rencontrer le problème du repliement horizontal de la bande d'acier. Pour une telle situation, la première peut être due à la lame impliquée dans la production de marques de pliage. Par exemple, lorsque le coulissant coupe une largeur de bande étroite, la bande est capturée par les deux lames extérieures car la presse au doigt ne comble pas l'écart entre les deux bords extérieurs.
De plus, cela peut être dû aux mâchoires de bobine enroulement à la marque de pliage, la bande d'acier dans la machine à enrouler lorsque le premier virage n'est pas proche, et dans cet état d'expansion continue de s'enrouler lorsqu'il est produit.
En tant que machine de traitement du Web de précision, le coulissant nécessite des conseils professionnels dans le processus d'utilisation et de maintenance.Veuillez nous contacter.