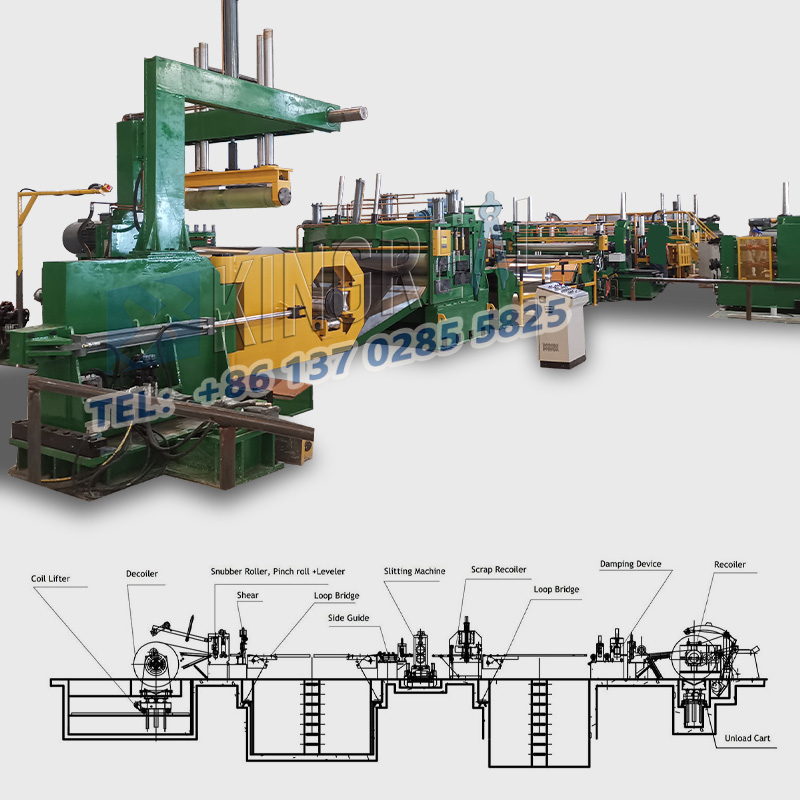
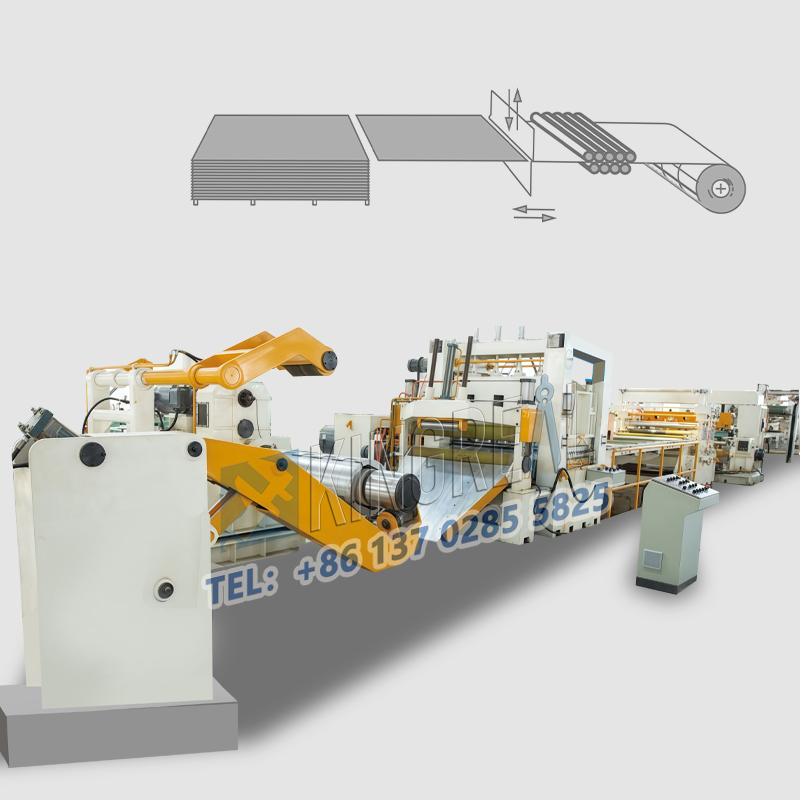
Machine à refendre les métaux, également connue sous le nom de machine à refendre les bobines d'acier ou machine à refendre les métaux, a une large gamme d'applications et occupe une position importante dans l'industrie de transformation des métaux. La fonction principale de cet équipement est de couper avec précision de larges bobines de métal en plusieurs bandes étroites pour répondre aux besoins des différents processus de production.

Machines à refendre les métaux jouent un rôle clé dans plusieurs industries, et leur haute précision et efficacité les rendent indispensables pour les processus de transformation des métaux. Que ce soit dans la construction automobile, la construction, la production électrique, la fabrication d'appareils électroménagers, l'emballage ou les industries aérospatiale et militaire, les machines à refendre les métaux répondent à une variété de besoins de traitement de haute précision et à forte demande grâce à leurs excellentes performances et leur fiabilité.
Dans le domaine du traitement des métaux, la précision et l’efficacité des équipements ont un impact significatif sur la qualité du résultat. L’un des composants clés d’une découpeuse de métaux ou d’une découpeuse de bobines est la lame. S'assurer que la machine fonctionne sans problème de déviation de la lame est essentiel pour maintenir la cohérence et l'intégrité de la coupe du métal. Dans cet article, nous examinerons les causes courantes de déflexion de la lame dans les découpeuses de tôles en bobines et proposerons des solutions pratiques.
« Pourquoi une erreur de lame de découpe se produit-elle ? »
Les écarts de lame de découpeuse de métal peuvent entraîner une mauvaise qualité de coupe, une augmentation du gaspillage de matériaux et des coûts d'exploitation plus élevés. Il est essentiel d’identifier la cause profonde de ces écarts et de mettre en œuvre des mesures correctives efficaces. L’une des principales causes des déviations de la lame est due aux arrêts de positionnement de l’alimentation mal réglés. Si les butées ne sont pas correctement alignées, cela peut entraîner une pression inégale sur la lame pendant le processus de refendage, ce qui entraîne des écarts.
L’utilisation de lames émoussées dans certaines zones peut également provoquer une déviation. Lorsqu’une partie de la lame est émoussée, elle coupe à une vitesse différente de celle de la partie tranchante, ce qui entraîne des coupes incohérentes.
Un mauvais alignement des roues de guidage du papier est également une cause fréquente de déviation de la lame. Les roues de guidage du papier doivent être correctement alignées pour garantir que le matériau passe à travers la découpeuse en ligne droite.

« Comment améliorer la précision des produits de refendage ?
Les lames de découpe en métal émoussées peuvent entraîner diverses conditions telles que des bavures, des plis et des dommages à la matière première du produit refendu. Le problème des bavures sur le matériau refendu est généralement causé par des lames émoussées, des lames qui chevauchent trop peu la fente du couteau ou des débris coincés dans la fente du couteau. Pour éviter les bavures, assurez-vous que les lames sont affûtées et régulièrement entretenues. Ajustez le chevauchement de la lame avec la fente du couteau à la profondeur recommandée (généralement à moins de 2,5 mm). Nettoyez régulièrement la fente du couteau pour éliminer tout débris susceptible de gêner le processus de coupe.
1. Les plis et les déchirures dans le matériau fendu peuvent être causés par un certain nombre de facteurs, notamment un matériau d'entrée de mauvaise qualité et un sertissage trop profond. Utilisez un matériau d’entrée de haute qualité pour minimiser le risque de froissement et de déchirure. Réduisez les déchirures en ajustant la profondeur de sertissage au niveau approprié pour éviter qu'une pression excessive ne soit appliquée sur le matériau.
2. Les plis et les déchirures dans le matériau fendu peuvent être causés par un certain nombre de facteurs, notamment un matériau d'entrée de mauvaise qualité et un sertissage profond. Utilisez un matériau d’entrée de haute qualité pour minimiser le risque de froissement et de déchirure. Ajustez la profondeur de sertissage au niveau approprié pour éviter qu'une pression excessive ne soit appliquée sur le matériau, réduisant ainsi la déchirure.
3. Les bords non perpendiculaires du matériau refendu peuvent être causés par plusieurs problèmes, notamment un angle de lame incorrect, des lames non centrées dans la rainure ou des lames mal alignées. Vérifiez périodiquement l'angle de la lame et effectuez des ajustements pour vous assurer qu'elle est perpendiculaire au matériau. Centrez la lame dans la fente du couteau et assurez-vous de l'affûter uniformément pour maintenir un angle de coupe constant.

Il est essentiel de remédier aux écarts de lame dans une découpeuse de bobines d'acier ou une découpeuse de bobines pour maintenir la qualité et l'efficacité de votre opération de refendage de métal. En comprenant les causes courantes de ces écarts et en mettant en œuvre les solutions appropriées, vous pouvez garantir que votre machine à refendre les métaux fonctionne de manière optimale, produisant des matériaux coupés de haute qualité et minimisant les déchets.