1. table de stockage : utilisée pour la matière première à traiter, également appelée lieu d'attente de matière première, généralement personnalisée 1-2.
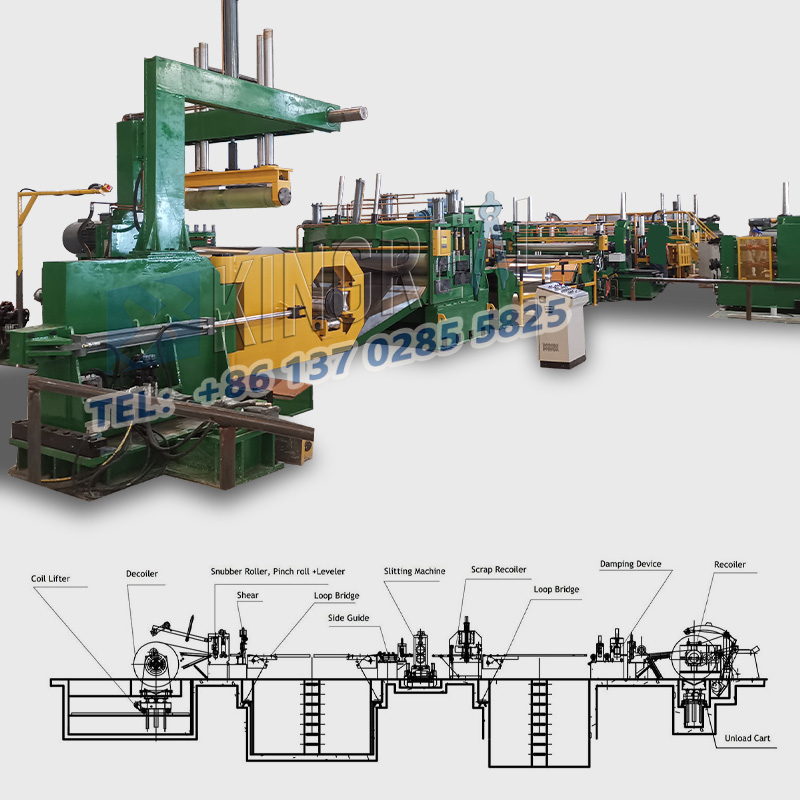
2. Chariot de transport en rouleau : transportez la matière première à stocker dans la table de stockage dans le dérouleur et placez la matière première dans le dérouleur grâce aux fonctions de montée, de chute, de mouvement d'avant en arrière, etc. Il adopte généralement un visuel/manuel mode, ou il peut être transformé en un avion « V » ou un avion à roulis entièrement automatique.
3. Dérouleur : généralement un seul type en porte-à-faux, tel que le poids de la matière première est important, doit être ajouté à l'extrémité du support auxiliaire du tambour du dérouleur, le siège du dérouleur a généralement une direction parallèle le long du simple avant et après le mouvement de la fonction , peut compléter efficacement et rapidement le centrage des matières premières, généralement en mode visuel/arrière, peut également être transformé en un centrage automatique entièrement automatique, mais la nécessité d'augmenter le coût des frais coûteux.
4. Serrage, nivellement et cisaillement de la tête de plaque : la roue de serrage est généralement un dispositif de levage hydraulique, pneumatique et électrique, la machine de nivellement est généralement un levage électrique et une structure à engrenage à vis sans fin pour assurer la stabilité du levage et du positionnement, la cisaille de la tête de plaque est généralement un cisaillement hydraulique. Machine pour garantir que la matière première dans l'extrémité du disque de cisaillement affleure. L'entraînement est généralement entraîné par un moteur à vitesse continue pour garantir que la vitesse de ligne de la machine est douce et synchronisée.
5. Ensemble de fosses actives : également connu sous le nom de fosse tampon de stockage de matières premières, généralement de 2 à 4 mètres de profondeur, d'une longueur de 3 à 4 mètres, en tant que matières premières dans le dispositif tampon de serrage et de cisaillement longitudinal correspondant à la vitesse, généralement un levage électrique hydraulique de la plate-forme de transition, les matières premières dans le serrage et le côté pour guider le dispositif, la plaque de transition est généralement utilisée comme contact de matière première avec la surface de transition des rouleaux et des matériaux résistants aux rayures.
6. Guide latéral et dispositif de serrage : le guide latéral sert de matière première dans le dispositif de positionnement latéral à avance rapide, utilisant généralement un type de rouleau vertical ou une structure de plaque verticale, pour garantir que les matières premières dans le cisaillement longitudinal du positionnement transversal ne semblent couler et provoquer une mauvaise largeur de cisaillement du produit fini ; un dispositif de serrage est généralement utilisé dans les rouleaux, pour garantir que les matières premières avant de cisailler la propagation du sexe.
7. La machine à refendre, en tant que dispositif central de cette ligne de production, coupe différentes largeurs de produits finis grâce à différentes combinaisons de lames et d'entretoises. La précision de l’arbre du couteau à refendre est très élevée. Son faux-rond longitudinal, sa déflexion latérale et sa résistance mécanique déterminent tous la précision des produits de refendage. Les exigences de précision de ses accessoires, tels que la lame ronde et l'entretoise de lame, déterminent également la précision du produit de refendage et le temps de disposition des couteaux, ce qui affecte directement le rendement du traitement. La méthode de rembobinage comporte généralement deux types de rembobinage : le rembobinage avec un anneau en caoutchouc et le rembobinage avec une plaque de pression, et le positionnement de la lame et de l'entretoise de lame comporte un positionnement d'écrou et un verrouillage hydraulique plus coûteux de l'arbre, etc. La méthode de rembobinage comporte deux types de rembobinage : le rembobinage avec un anneau en caoutchouc et rembobinage de la plaque de pression.
8. Plate-forme de transition : la plate-forme de transition est la transition vers le produit fini cisaillé, la transition vers l'ensemble fini de fosses tampons à l'intérieur du dispositif, les exigences de sa proximité avec la partie de la cisaille à disque peuvent être soulevées librement, pour faciliter la rangée de lames mesure de la qualité du groupe et du produit fini et autres fonctions, dans la partie fixe de l'extrémité du dispositif de plaque de pression du matériau pour empêcher le produit fini après la cisaille de tomber dans l'ensemble de fosses sous tension pour former un désordre avec les nœuds.
8. Rebobineuse de bord de ferraille : La machine de rembobinage de bord de ferraille adopte un dispositif de collecte de type disque pour rembobiner le bord de ferraille en paquets après le cisaillement du matériau, afin de faciliter le stockage et le transport du fil de bord de ferraille, généralement complété par un guidage de type vis. dispositif ou dispositif de guidage de type tringlerie à came, qui adopte l'entraînement d'un moteur à vitesse infiniment variable et à tension contrôlée, complété par des freins d'arrêt d'urgence, et il existe deux manières de déchargement manuel et de déchargement automatique.
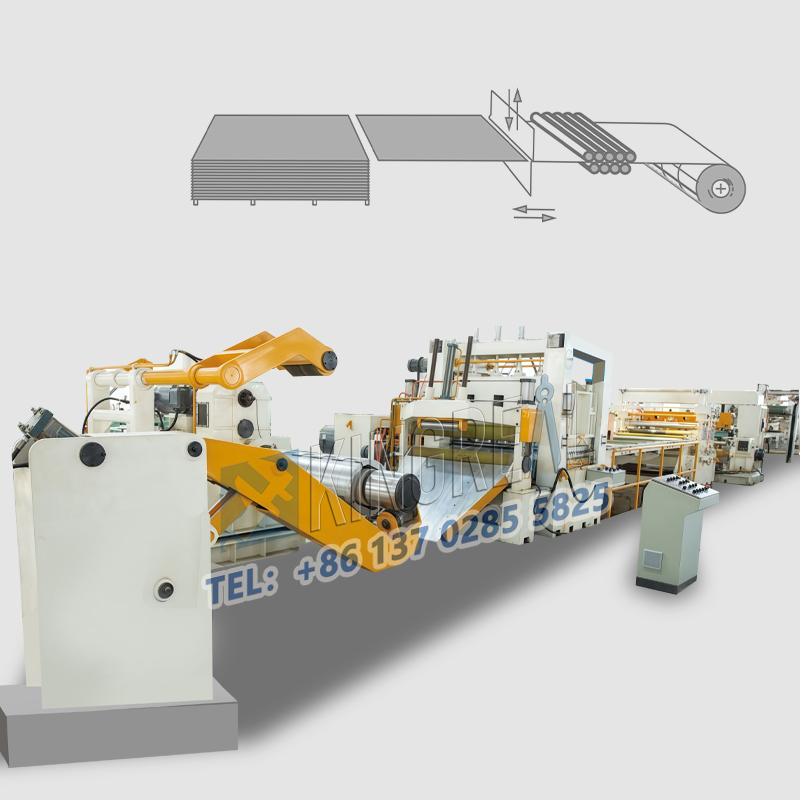
9. Dispositif de séparation avant : Le dispositif de séparation avant sert à séparer les produits finis avant qu'ils n'entrent dans la station de production de tension, de sorte que les courroies finies ne soient pas croisées et empilées lorsqu'elles sont pressées par tension, consistant généralement en une double séparation et roues de pressage à bande de positionnement et anti-saut, et la section avant adopte un arbre de séparation qui peut être levé et abaissé, de sorte qu'elle puisse empêcher la déformation plastique de la plaque pressée due aux roues de pressage, et l'arbre de séparation adopte un rail de guidage mobile qui peut être retiré de manière pratique et flexible par le coulissement de l'arbre de séparation, afin d'être utile pour l'arbre de séparation adopte un rail de guidage mobile, qui peut être retiré facilement et de manière flexible pour faciliter le regroupement des rangées de la cloison.
10. Ancien dispositif de séparation : l'ancien dispositif de séparation sert à séparer les produits finis avant qu'ils n'entrent dans la station de production sous tension, de sorte que les produits finis ne soient pas bandés et empilés lorsqu'ils sont pressés par la tension, et il est généralement composé d'une double séparation et positionnement et de roues plombeuses à bande anti-saut, et la première section adopte un arbre de séparation qui peut être levé et abaissé, ce qui empêche la déformation plastique de la plaque pressée due aux roues plombeuses, et l'arbre de séparation adopte un rail de guidage mobile, qui peut être retiré de manière pratique et flexible par le coulissement de l'arbre de séparation, de manière à faciliter le déplacement de l'arbre de séparation, de sorte que l'arbre de séparation puisse être retiré de manière flexible et pratique pour faciliter le regroupement des rangées de séparation feuilles.
11. Station génératrice de tension : La station génératrice de tension est divisée en station de tension de plaque, station de tension de courroie et station de tension de rouleau, qui adopte généralement une pression hydraulique réglable pour soulever et abaisser la pression afin d'atteindre la fonction de génération de tension, tandis que le type de courroie et le rouleau Le type adopte une résistance au frottement coulissant pour générer une tension.
13. Machine de rembobinage : la machine de rembobinage, également connue sous le nom de machine de rembobinage de produits finis, est le produit fini à cisaillement divisé se rembobinant en un rouleau d'équipement, le tambour de rembobinage peut être une structure de hauts et de bas, pour faciliter le retrait en douceur des produits finis, attachés à le dispositif de séparation pour empêcher le produit fini avec l'intersection de la courroie, de la courroie empilée et de l'extrémité du produit fini du rouleau plat, un levage hydraulique, complété par la soupape d'équilibrage dans le produit fini de plus en plus grand peut être contrebalancé par l'automatique montée du dispositif à plaque poussoir à entraînement hydraulique, le produit fini sera prélevé du tambour sur le dispositif à plaque poussoir. Le dispositif à plaque poussoir est à entraînement hydraulique pour faire sortir en douceur la bande finie de la bobine réceptrice. Lors de la collecte de rouleaux plus lourds, des dispositifs de support auxiliaires sont utilisés. Le moteur d'entraînement est entraîné par un moteur à puissance constante pour garantir que la puissance d'enroulement est maintenue lors de l'enroulement de grands rouleaux de matériau et pour garantir que la bande ne dépasse pas. Un frein de freinage rapide empêche la courroie de tirer le couteau.