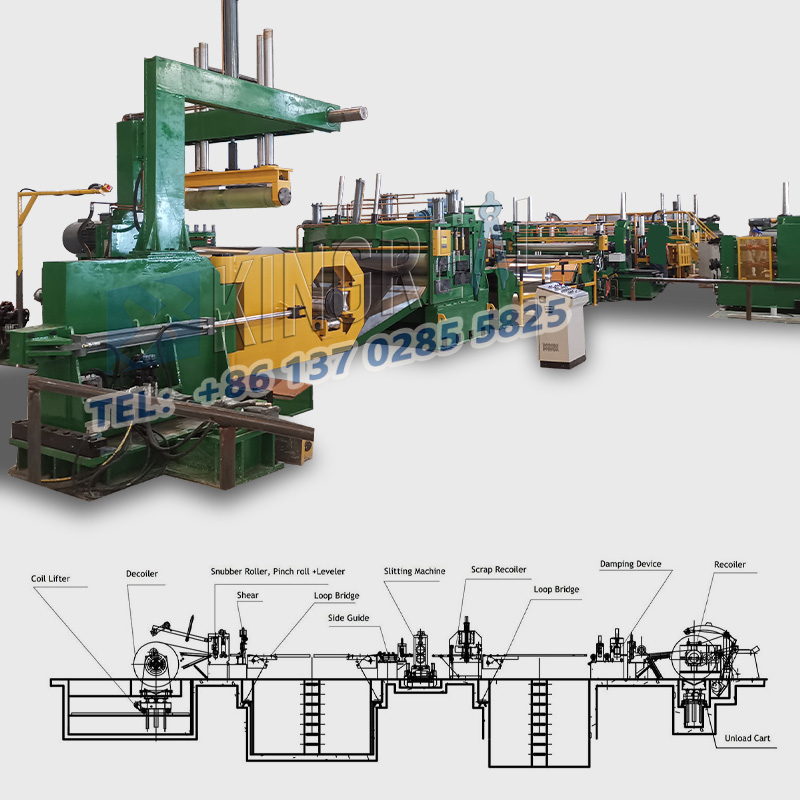
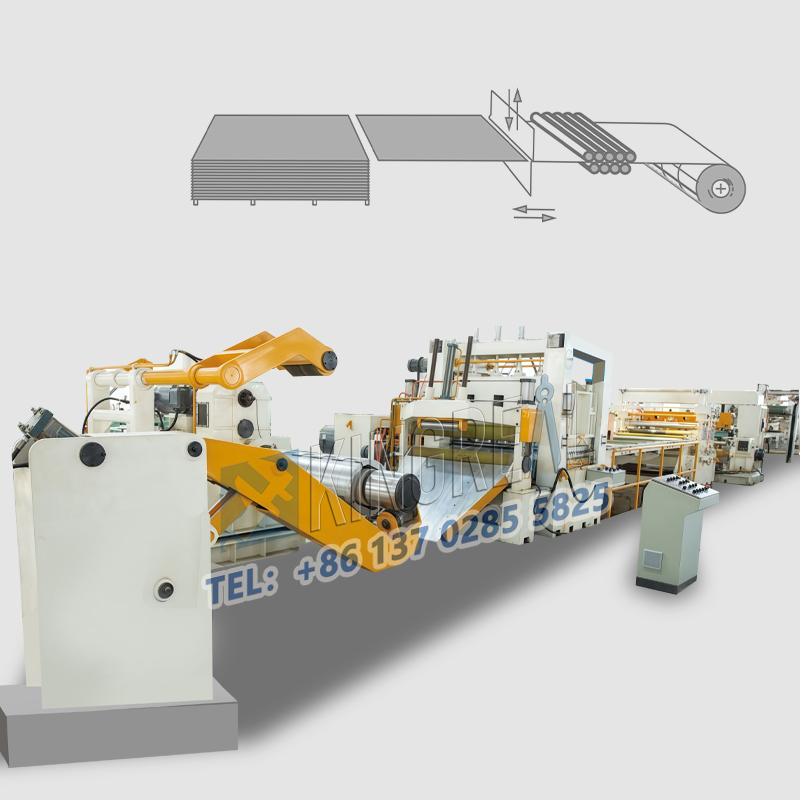
Machine à refendre et à refendre les métauxest un appareil utilisé pour couper longitudinalement de larges bobines de métal en un certain nombre de bandes étroites, et son système de contrôle joue un rôle essentiel en garantissant que le travail de refendage est effectué de manière efficace et précise.
La machine de refendage par cisaillement pour refendage de métal est un type d'équipement utilisé pour couper de larges bobines de métal longitudinalement en un certain nombre de bandes étroites, et son système de contrôle joue un rôle essentiel pour garantir que le travail de refendage est effectué de manière efficace et précise. Ce qui suit est une description détaillée du système de contrôle des machines à refendre les métaux :

Le système de contrôle de la machine à refendre et à refendre les métaux comprend principalement les parties suivantes :
l Système de contrôle principal : se compose généralement d'un PLC (Programmable Logic Controller) ou d'un DCS (Distributed Control System), qui est utilisé pour le contrôle intégré et la coordination de l'ensemble du système.
l Système d'entraînement : comprenant un servomoteur et un convertisseur de fréquence, utilisés pour entraîner l'axe principal du couteau et l'axe d'enroulement, afin d'assurer la stabilité de la tension et de la vitesse de la bande métallique.
l Système de détection : comprenant des capteurs de tension, des capteurs de vitesse, des capteurs de position, etc., utilisés pour la surveillance en temps réel et l'état de fonctionnement du système de rétroaction.
l Interface homme-machine (IHM) : utilisée pour l'interaction opérateur-machine, la définition des paramètres de refendage et la surveillance de l'état de l'équipement.
l Système auxiliaire : y compris le système de lubrification, le système de refroidissement, etc., pour assurer la stabilité et l'efficacité de l'équipement en fonctionnement.
La conception du système de contrôle de la machine à refendre et à refendre les métaux est basée sur les principes clés suivants :
Principe de contrôle en boucle fermée :
L'utilisation de capteurs de tension, de capteurs de vitesse et d'autres éléments de détection pour surveiller l'état de la bande en temps réel et ajuster le système d'entraînement via le signal de rétroaction pour réaliser le contrôle en boucle fermée de la tension et de la vitesse de la bande.
1. Principe de contrôle de mouvement :
Adopter des servomoteurs, des vis à billes de précision et d'autres éléments de contrôle de mouvement de haute précision pour assurer le fonctionnement synchronisé et le positionnement précis de l'axe du couteau de refendage et de l'axe d'enroulement.
2. Conception modularisée :
Chaque partie du système de contrôle adopte une conception modulaire, pratique pour la maintenance et la mise à niveau. Par exemple, le système de contrôle principal, le système d'entraînement, le système de détection, etc. sont indépendants et coordonnés les uns avec les autres.
3. Principe d'ergonomie :
L'interface homme-machine est conçue pour être simple et intuitive, afin que l'opérateur puisse facilement définir les paramètres, démarrer et surveiller le fonctionnement de l'équipement et réduire les erreurs.
4. Conception redondante :
Une conception redondante est adoptée dans les éléments clés, tels que la double alimentation, le servomoteur de secours, etc., pour améliorer la fiabilité et la disponibilité du système.
Pour plus d'informations sur la machine à refendre les bobines,bienvenue à nous contacter!