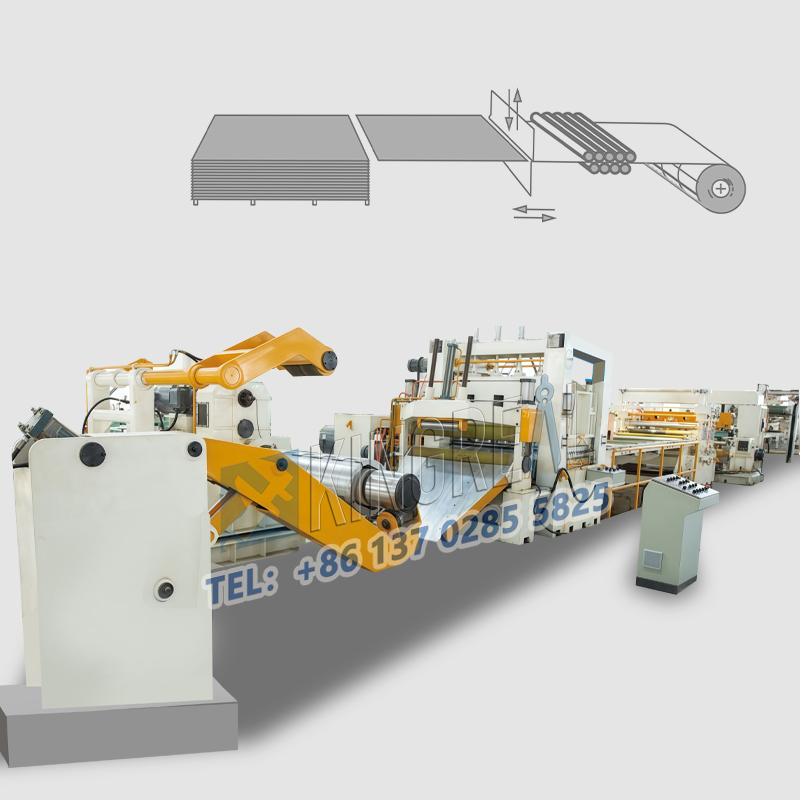
A machine à refendre la tôleest un équipement spécialisé de traitement de bobines métalliques qui prend la bande métallique comme entrée, la traite par déroulement, refendage et rembobinage, et finalement la coupe en bandes étroites de la largeur requise, qui sont ensuite rembobinées en bobines pour être utilisées dans le processus suivant. Les lignes de refendage de tôle sont largement utilisées dans le traitement de bobines de fer blanc, d'acier galvanisé, d'acier au silicium, d'acier laminé à froid, d'acier inoxydable, d'aluminium et d'acier. Pour les industries telles que les transformateurs, les moteurs, les composants électroniques et les appareils électroménagers, les machines à refendre la tôle constituent un maillon crucial pour parvenir à une production efficace, précise et à faible coût. Une compréhension systématique du principe de fonctionnement des lignes de refendage de tôle permet une sélection plus scientifique des équipements, une optimisation des processus et une amélioration de la stabilité de la ligne de production et de l'utilisation des matériaux.
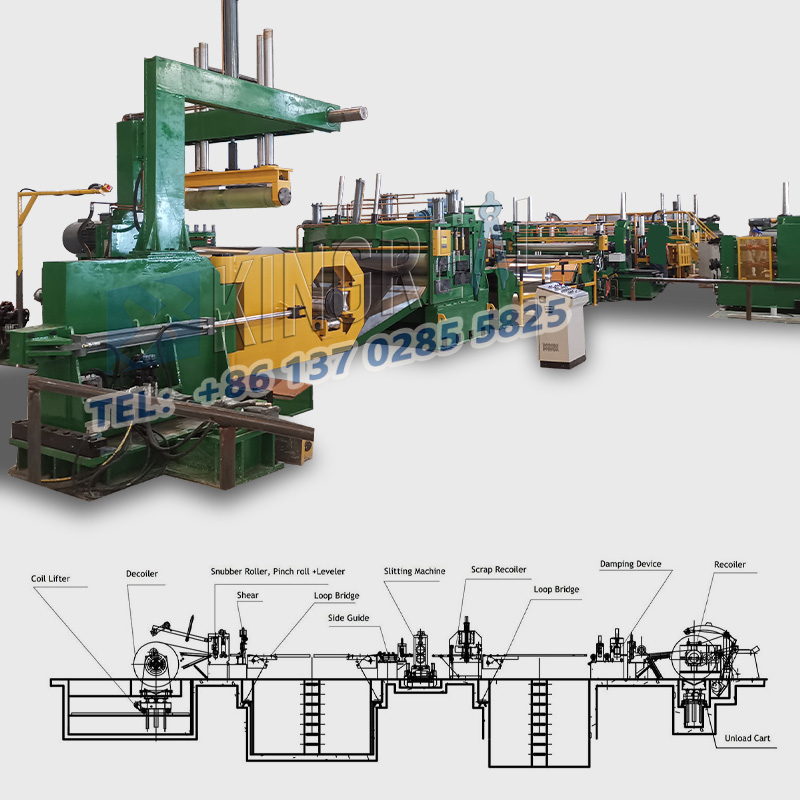
-Étape de déroulement et d'alimentation : les matières premières entrent dans leligne de refendage de tôlesous forme de bobine. Tout d'abord, le dérouleur étire et contrôle la tension, garantissant que la bobine est déroulée uniformément et évitant les ondulations, les bobines sautées ou l'excentricité causée par un mauvais enroulement. Le système d'alimentation et de positionnement alimente ensuite la bande déroulée dans le processus suivant. Le mécanisme d'alimentation d'une machine à refendre la tôle est généralement doté de capacités de contrôle de la tension, garantissant une vitesse et une tension stables du matériau lors de son entrée dans le processus suivant, évitant ainsi les écarts d'épaisseur et de largeur causés par les fluctuations de tension.
-Étape de refendage : Il s’agit de l’étape la plus cruciale de la ligne de refendage de tôle et elle est essentielle pour déterminer la largeur et la cohérence du résultat. La découpeuse coupe longitudinalement de grands rouleaux de matériau en bande en plusieurs bandes étroites en réglant les angles correspondants du jeu de couteaux, la structure du chemin de coupe et les paramètres de largeur de refendage. Les couteaux doivent posséder une dureté élevée, une bonne résistance à l'usure et une forte force de coupe pendant le processus de cisaillement pour garantir que les bandes étroites ont des bords propres et sans bavures et que la tolérance de largeur répond aux exigences du processus. La disposition des couteaux de la ligne de refendage de tôle est généralement optimisée pour obtenir un fonctionnement efficace de coupe simultanée de plusieurs bandes étroites. La clé du processus de coupe réside également dans l’équilibre des forces radiales et axiales. La machine à refendre la tôle utilise un système de servocommande ou d'asservissement précis pour obtenir un réglage de la vitesse en continu ou subdivisé, garantissant que des bandes étroites de différentes largeurs obtiennent un effet de cisaillement cohérent sur le même rouleau de matériau.
-Étape de transport et de contrôle de tension : Après la refente, les bandes étroites sont transportées vers l'enrouleur via un convoyeur. Au cours de ce processus, la tension des bandes étroites est davantage contrôlée pour éviter le froissement, la déformation par étirement ou les défauts de bord lors du rembobinage. Une avance précise et une répartition uniforme de la tension sont essentielles pour éviter tout glissement, décalage ou contrainte inégale sur les bandes étroites. Le système de contrôle de tension de la ligne de refendage de tôle fonctionne souvent en conjonction avec des capteurs, des servomoteurs et des boucles de rétroaction pour obtenir un contrôle en boucle fermée.
-Étape de rembobinage : l'enrouleur est responsable du rembobinage des bandes étroites fendues en rouleaux. Le processus de rembobinage doit tenir compte non seulement de la cohérence du diamètre et de la largeur du rouleau, mais également de la stabilité, de la tension et de la planéité intercalaire des bandes étroites. Dans des conditions de production élevée, le système de rembobinage de la machine à refendre la tôle présente généralement une conception autobloquante/anti-desserrage pour garantir que les bandes étroites ne se desserrent pas ou ne glissent pas pendant l'enroulement, améliorant ainsi la stabilité du processus suivant et le rendement du traitement ultérieur.
-Facile à utiliser : lemachine à refendre la tôlepeut être automatisé en définissant les paramètres de production tels que la largeur de coupe, le nombre de bandes étroites et la vitesse de défilement via le panneau de commande, réduisant ainsi considérablement les coûts de main-d'œuvre. S'il est équipé d'un chariot d'alimentation, il peut alimenter automatiquement de gros rouleaux de matériau dans le dérouleur, améliorant ainsi le niveau d'automatisation de la ligne de refendage de tôle.
-Haute qualité de refendage : la conception complète de la machine de refendage de tôle en termes de matériau d'outil, de géométrie d'outil, de contrôle de tension, de refroidissement et de lubrification garantit des bords nets et sans bavures sur les bandes étroites, une tolérance de largeur stable et une répétabilité élevée. Une excellente qualité de refendage constitue un avantage concurrentiel clé pour les lignes de refendage de tôle dans les domaines soumis à des exigences strictes en matière de qualité des bords, tels que les transformateurs et les moteurs.
-Utilisation élevée des matériaux : en optimisant la disposition des outils, le chemin de coupe et le traitement des bords, la machine à refendre la tôle minimise la perte de bord, réduisant ainsi les coûts de reprise et de traitement secondaire. Pour différents matériaux métalliques, les bavures de bord et la qualité des fentes affectent directement les processus de détourage ultérieurs ; par conséquent, les performances de la ligne de refendage de tôle en termes d'utilisation des matériaux sont particulièrement importantes.
-Haute adaptabilité : les machines de refendage de tôle modernes peuvent traiter une variété de matériaux (tels que le fer blanc, le galvanisé, l'acier au silicium, l'aluminium, etc.) et peuvent s'adapter à des bobines de différentes épaisseurs et largeurs grâce à des ajustements de paramètres. Cette flexibilité permet aux lignes de refendage de tôle d'effectuer une production en petits ou grands lots de divers matériaux.
-Caractéristiques du matériau et plage d'épaisseur : La principale considération est la plage de matériau, d'épaisseur et de largeur de la bobine à traiter. La dureté, la ténacité, la résistance à la chaleur et la finition de surface des différents matériaux affectent directement le choix deligne de refendage de tôlematériau de la lame, système de refroidissement et stratégie de contrôle de la tension. Confirmez que la machine à refendre la tôle peut couvrir la plage d'épaisseur et de largeur requise pour éviter des ajustements ou des mises à niveau fréquents dus à une incompatibilité d'équipement.
-Précision et stabilité de la largeur de refendage : les capacités de répétabilité et de contrôle de tolérance de la ligne de refendage de tôle à la largeur définie doivent être évaluées. La largeur de refendage de haute précision a un impact significatif sur les processus ultérieurs tels que l'étirement, l'emboutissage et le soudage.
-Niveau d'automatisation : les machines modernes de refendage de tôle disposent généralement d'un contrôle intelligent, d'un autodiagnostic des défauts et de capacités de maintenance à distance. Évaluez l’impact du support technique, de la fourniture de pièces de rechange et des services de formation du fabricant sur les coûts d’exploitation à long terme.
-Durabilité structurelle et sécurité : les lignes de refendage de tôle impliquent un refendage de haute intensité et un fonctionnement à grande vitesse, nécessitant une attention particulière à la résistance à l'usure des rouleaux, des couteaux et des systèmes de transmission, au contrôle des vibrations, aux niveaux de bruit et à la conception de la sécurité opérationnelle.