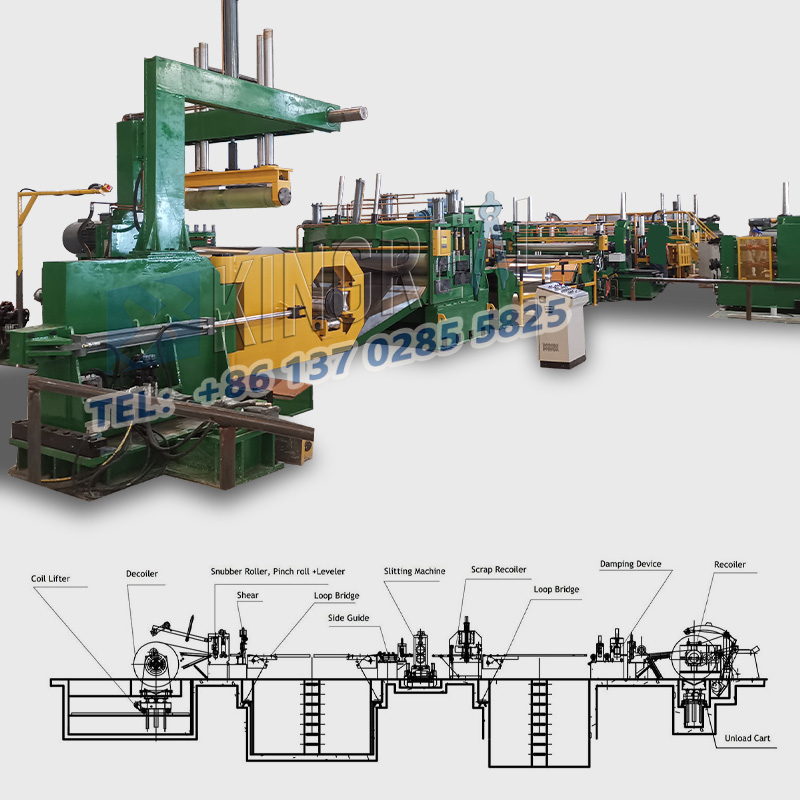
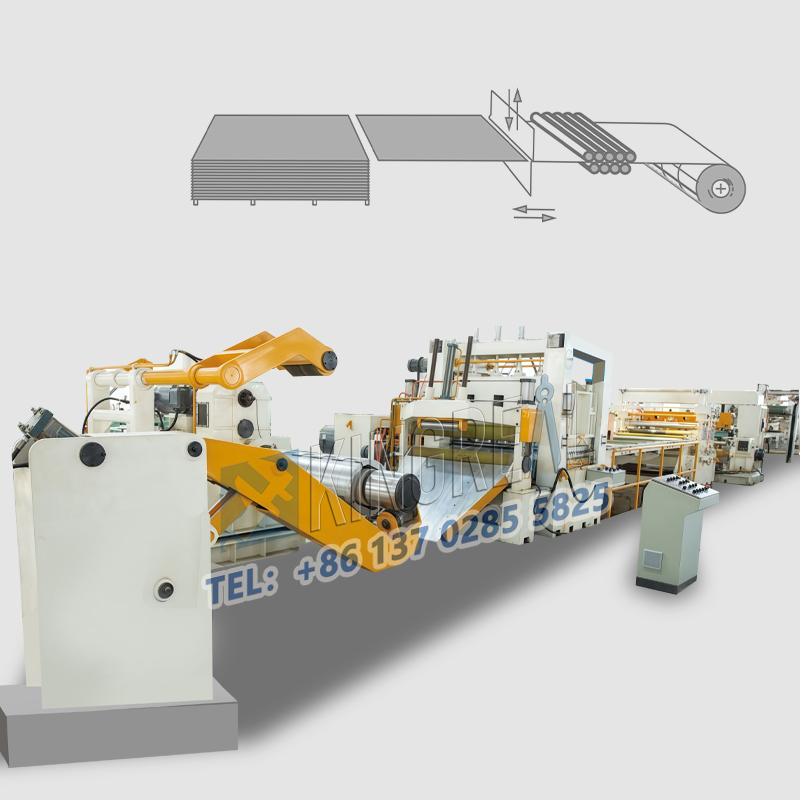
Machines à refendre les métauxsont largement utilisés dans l'industrie de transformation des métaux, principalement pour couper de gros rouleaux de matériau métallique en plusieurs bandes étroites. Cependant, pendant le fonctionnement réel, les lignes de refendage des métaux peuvent présenter diverses anomalies, entraînant une réduction de l'efficacité du traitement ou un gaspillage de matériaux. Cet article de KINGREAL STEEL SLITTER abordera plusieurs problèmes opérationnels courants avec les machines à refendre les métaux et fournira les solutions correspondantes pour aider les utilisateurs à mieux utiliser leurs lignes de refendage des métaux.
1.1 Effondrement de la bobine
Après le refendage, lorsque la bobine d'acier est retirée de la bobine, elle s'effondre souvent et prend une forme ovale. La principale raison de ce phénomène est une tension insuffisante pendant le processus d'enroulement ou la présence d'huile antirouille sur la surface de la bande d'acier, empêchant un frottement suffisant entre les couches. Pour résoudre ce problème, les mesures suivantes peuvent être prises :
1.1.1 S'assurer qu'une tension suffisante est appliquée pendant le processus d'enroulement pour éviter la déformation de la bobine.
1.1.2 Inspectez régulièrement la surface de la bande d'acier pour vous assurer qu'elle est propre et exempte d'huile, assurant ainsi une bonne friction entre les couches.
1.2 Bords inégaux des bobines d’acier
Les bords inégaux des bobines d’acier sont principalement causés par les facteurs suivants :
1.2.1 Mauvaise tension : une faible tension au début de l'enroulement et une forte tension à la fin de l'enroulement entraînent un enroulement inégal. Pour éviter cela, la tension doit être augmentée au début du bobinage et diminuée à la fin.
1.2.2 Répartition inégale de la tension : Si la bande d'acier n'est pas coupée directement au niveau du bord d'attaque, ou si les pinces mordent dans le bord d'attaque de la bande d'acier pendant la coupe, cela entraînera une répartition inégale de la tension. Avant l'utilisation, vérifiez que la bande de refendage est fermement fixée à la surface de la bobine pour garantir une tension uniforme.
1.2.3 Oscillation dans la fosse à boucle : Si la bande d'acier oscille d'un côté à l'autre dans la fosse à boucle et que les petits rouleaux de guidage ne sont pas correctement fixés, cela peut provoquer des changements dans l'angle de la plaque de tension, entraînant un enroulement inégal. Pour réduire les oscillations, un tapis ou un feutre peut être utilisé après la fosse à boucles pour entrer en contact avec la surface de la bande d'acier, et les petits rouleaux de guidage doivent être fixés.
1.2.4 Génération de bavures : pour les bandes d'acier étroites, de grosses bavures ou des bavures incohérentes des deux côtés pendant la coupe peuvent entraîner un enroulement irrégulier. Il est recommandé de retourner la bande d'acier avec les bavures tournées vers le haut dans la fosse à boucle afin que les bavures soient tournées vers le bas, évitant ainsi efficacement ce problème.
Après refente, la bande d'acier peut présenter des déformations telles qu'une flexion latérale. Les raisons sont assez complexes :
2.1 Écart de cisaillement inégal :
Sur unmachine à refendre les métaux, des points de référence imprécis sur l'épaulement de l'arbre de coupe, un jeu axial excessif du roulement de l'arbre de coupe ou des erreurs dans l'entretoise ou son épaisseur peuvent tous conduire à des écarts de cisaillement inégaux, entraînant une déformation. L'inspection et le calibrage réguliers de la ligne de refendage des métaux pour garantir son fonctionnement normal peuvent prévenir efficacement cette situation.
2.2 Variation de l'épaisseur du matériau :
La différence d'épaisseur entre les parties médianes et marginales du matériau large est un problème courant, en particulier dans les matériaux laminés. En raison des différences dans la précision des lignes de refendage des métaux et dans les techniques d'ajustement, les variations d'épaisseur des matériaux des différents fabricants varient également. Il est recommandé d'effectuer des tests d'épaisseur avant le traitement et de l'ajuster en fonction de la différence d'épaisseur réelle.
2.3 Pliage du matériau de base :
La contrainte interne générée dans le matériau de base lors du laminage est appelée contrainte résiduelle potentielle. La perte de l'équilibre des contraintes après une refente longitudinale peut conduire à une flexion des bandes d'acier. La sélection de matières premières de haute qualité et l’optimisation du processus de laminage sont donc des solutions importantes.
2.4 Bavures ou bords incohérents :
Si l'épaisseur de la plaque est plus grande du côté présentant des bavures plus importantes lors du bobinage, cela entraînera un diamètre de bobine plus grand et formera une courbure en forme de trompette. Pour résoudre ce problème, un papier d'épaisseur appropriée peut être inséré de l'autre côté ou un processus de refendage peut être adopté.
2.5 Bords ondulés de la bande :
Pendant le processus de bobinage, la présence de bavures peut entraîner une augmentation de l'épaisseur au bord de la bande d'acier, entraînant un allongement des bords. Pendant le fonctionnement de la machine à refendre les métaux, le jeu horizontal doit être augmenté pour réduire la pression latérale. De plus, l’utilisation de lames adaptées au matériau à couper et la réduction de l’usure des lames contribuent également à résoudre ce problème.
3.1 Attrapé par les lames
Lors de la refente d'une bande d'acier étroite, si la plaque de pression en forme de doigt ne remplit pas complètement l'espace entre les deux lames extérieures, la bande d'acier peut être happée par les deux lames extérieures, ce qui entraînera des plis. Une stratégie efficace pour éviter ce problème consiste à combler l'espace entre les pales extérieures avec une plaque de pression plate et à garantir que du kérosène est régulièrement appliqué sur les pales pour réduire la friction.
3.2 Rainage au niveau des mâchoires du tambour d'enroulement
Sur les machines à refendre les métaux, si la bande d'acier n'est pas bien ajustée contre le tambour d'enroulement lors du premier passage d'enroulement, des plis peuvent apparaître lors de l'enroulement ultérieur. Pour éviter cela, les mâchoires du tambour d'enroulement doivent être vérifiées régulièrement et il convient de s'assurer que la bande d'acier est solidement et fermement fixée au tambour au début de l'enroulement.
4.1 Marques de lame causées par les plaques de pression
Si la hauteur de la plaque de pression ne correspond pas à celle de la plaque de guidage, cela peut provoquer une pression excessive sur la bande d'acier, entraînant des marques de lame. Par conséquent, la hauteur de la plaque de pression doit être régulièrement vérifiée et ajustée pour garantir qu'elle correspond à la hauteur de la plaque de guidage.
4.2 Vibration de la plaque de pression de la lame
Lorsque la plaque de pression de la lame vibre de haut en bas, cela peut également provoquer des marques de lame. Ces marques de lame sont généralement intermittentes et les principales raisons incluent la flexion de la broche, un jeu excessif entre la lame et la broche et le frittage de débris métalliques de l'autre côté de la lame. Vérifier l'état de la broche et garder les lames propres peut réduire efficacement l'apparition de marques de lame.
Lignes de refendage de métauxrencontrez inévitablement divers problèmes lors de l'utilisation quotidienne, mais de nombreux problèmes peuvent être évités ou atténués grâce à une inspection et un entretien méticuleux. Comprendre et maîtriser les problèmes courants et leurs solutions pour les machines à refendre les métaux peuvent aider les utilisateurs à optimiser les processus de production et à améliorer l'efficacité du travail. KINGREAL STEEL SLITTER espère que les suggestions ci-dessus vous fourniront des références précieuses dans l'utilisation de votre ligne de refendage de métaux et garantiront son fonctionnement continu et efficace. Si vous avez des questions, n'hésitez pas à contacter KINGREAL STEEL SLITTER !