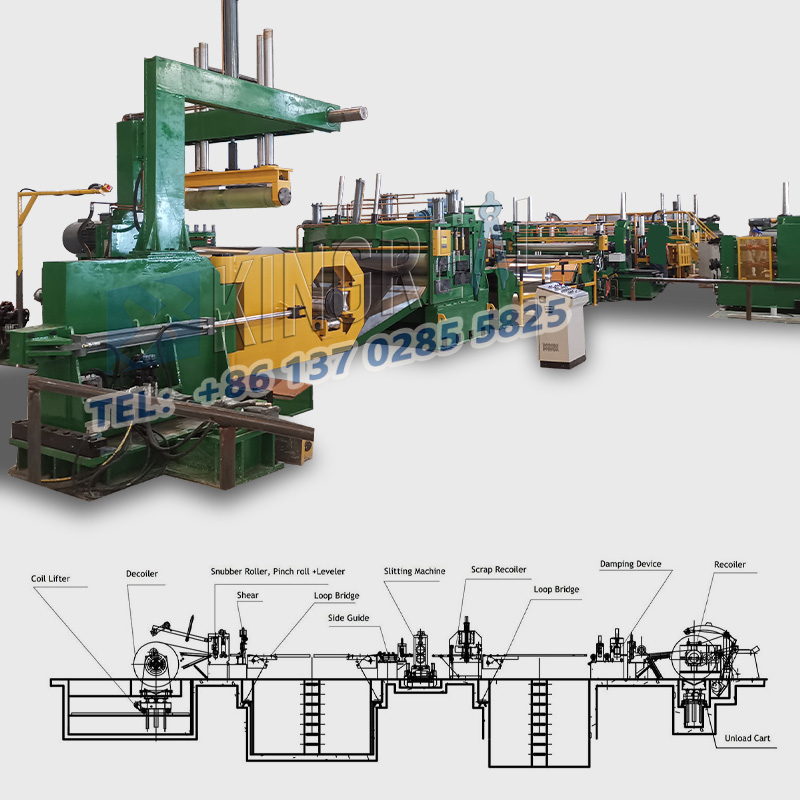
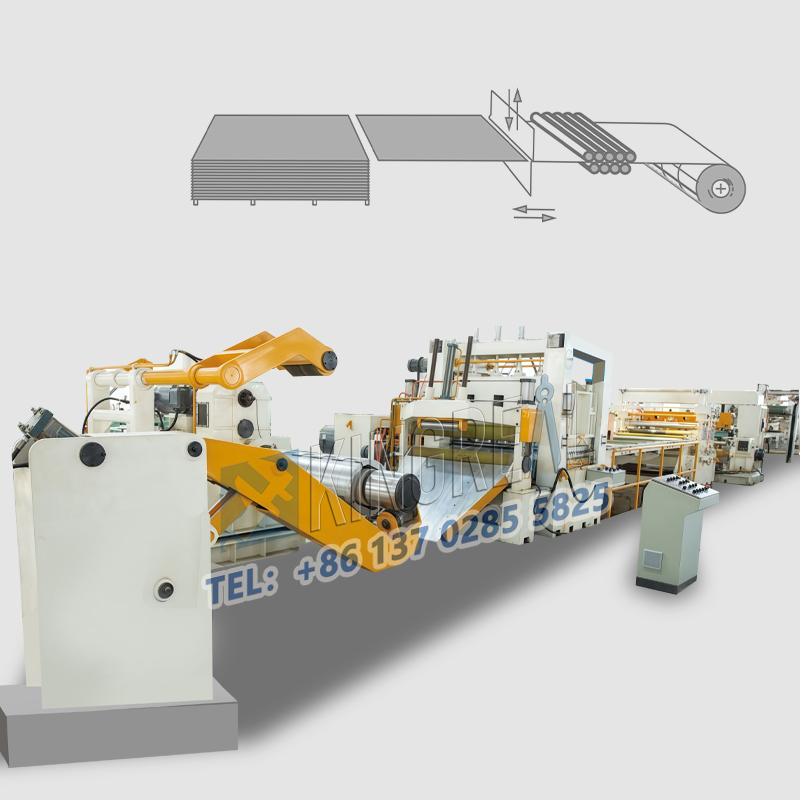
Lignes de refendage de bobines d'aciereffectuez des opérations telles que le déroulement, la refente et le rembobinage de larges rouleaux de matériau pour produire des bandes étroites avec une grande précision et sans bavures. Cependant, certains phénomènes anormaux peuvent se produire pendant le fonctionnement de la machine à refendre les bobines d'acier, notamment une forme anormale de l'enroulement et une déformation lors du traitement de la tôle. Cet article de KINGREAL STEEL SLITTER fournira une explication détaillée de la façon de résoudre les problèmes courants dans les lignes de refendage de bobines d'acier afin de garantir un fonctionnement efficace.
1. Bobine souple
-Phénomène : En raison du jeu, la bobine d'acier développe une bobine molle de forme ovale une fois retirée de l'arbre de la rembobineuse.
-Solution : Assurez-vous qu'il y a suffisamment de tension au début de l'enroulement, puis diminuez lentement la pression à mesure que le volume de la bobine augmente. Un réglage correct de la tension peut prévenir efficacement l'apparition de bobines molles.
2. Enroulement inégal
-Phénomène : La bobine d'acier présente une forme télescopique causée par un enroulement incorrect.
-Causes et solutions :
A. Tension insuffisante : Si la tension initiale est faible, des désalignements risquent de se produire lors de la finition. En commençant par le remontage, il est conseillé d'augmenter la tension ; réduisez-le progressivement à mesure que le volume de la bobine augmente.
B. Tension déséquilibrée : un mauvais angle de coupe ou un mauvais alignement du guide peut produire des longueurs irrégulières de chaque côté. Assurez-vous que la rebobineuse est correctement alignée pour minimiser la possibilité de variations de tension ; vérifiez ses paramètres.
C. Mauvaise position d'engagement de la pince intérieure : un engagement incohérent provoque des changements de tension ; la position du séparateur doit être réajustée pour garantir la cohérence.
D. Bande d'acier oscillant à gauche et à droite dans la boucle : l'utilisation de matériaux souples tels que le feutre pour appuyer peut empêcher efficacement le balancement.
E. Arrêt de la chaîne de production : lors du redémarrage après un arrêt, il convient de prêter attention à la récupération de la tension afin de maintenir une pression d'enroulement stable.
F. Réglage incorrect de la largeur du séparateur : assurez-vous que la largeur du séparateur est réglée de manière appropriée, généralement la largeur du produit fini plus l'épaisseur de la plaque.
3. Arc du diamètre intérieur
-Phénomène : pendant le processus de bobinage, la bobine d'acier présente soudainement un arc de diamètre intérieur lorsqu'elle est retirée de la rembobineuse.
-Cause : Ceci est généralement lié à une tension d'enroulement excessive, notamment lors du traitement de tôles épaisses.
-Solution : Ajustez la pression et assurez une tension uniforme pour éviter la courbure du diamètre intérieur.
1. Flexion en forme de serpent (Faucille Bend)
-Phénomène : Le cisaillement provoque la flexion de la bobine d'acier dans le sens de la largeur.
-Causes et contre-mesures :
A. Problèmes de matières premières : la contrainte résiduelle dans la bobine mère est libérée après le cisaillement. Il est recommandé d'effectuer un traitement de soulagement du stress pendant le traitement du matériau.
B. Problèmes de bavures : les bavures provoquent une épaisseur de bord inégale. Maintenez les outils tranchants pendant le traitement pour éviter les bavures.
C. Écart inégal des lames : assurez un écart uniforme des lames pour éviter les différences d'étirement causées par des espaces trop grands ou trop petits dans certaines zones.
D. Tension unilatérale de l'enrouleur : Maintenez une tension globale uniforme et ajustez les séparateurs et les plaques de tension pour assurer la cohérence.
E. Guides latéraux trop serrés : Ajustez les guides latéraux de manière appropriée pendant la refente pour éviter une tension excessive.
2. Ondes de bord
-Phénomène : Les bords de la bande d'acier se déforment à cause de l'étirement.
-Causes et contre-mesures :
A. Ondes de bord causées par les bavures : renforcez la surveillance des bavures et traitez-les immédiatement.
B. Pression excessive du rouleau de mesure : Ajustez les paramètres de pression du rouleau pour éviter un étirement excessif.
C. Usure latérale des outils de coupe : Pour garantir la qualité de coupe, vérifiez souvent l'état de l'outil de coupe.
D. Différence de hauteur dans les guides latéraux : Vérifiez régulièrement la hauteur des outils de coupe pour garantir la cohérence.
E. Usure du rouleau de renvoi avant l'enrouleur : Mesurez régulièrement l'usure du rouleau avant pour assurer une tension uniforme.
3. Plis de taille
-Phénomène : Des plis traversants apparaissent dans le sens de la largeur de la plaque d'acier.
-Causes et contre-mesures :
A. Plis causés par le couteau à refendre : Ajustez la taille des anneaux en caoutchouc pour éviter qu'ils ne soient happés par les outils de coupe.
B. Problèmes de forme des matières premières : utilisez une machine de nivellement à trois rouleaux et effectuez des contrôles de qualité avant l'étape de découpe.
C. Problèmes avec le tambour d'expansion et de contraction : Assurez un bon contact entre la bande d'acier et le tambour pendant le processus d'expansion et de contraction pour éviter les irrégularités.
4. Marques d'enroulement
-Phénomène : L'irrégularité de la surface du tambour en expansion et en contraction du reculeur affecte la qualité de l'enroulement.
-Contre-mesures : Inspectez régulièrement la surface du tambour en expansion et en contraction et réajustez-le ou remplacez-le rapidement.
5. Rides
-Phénomène : Des rides apparaissent à la surface de la plaque d'acier.
-Causes et solutions :
A. Problèmes de papier de doublure : assurez-vous de la qualité du papier de doublure et évitez les chevauchements et les froissements.
B. Problèmes avec les anneaux en caoutchouc : examinez régulièrement l'état des anneaux en caoutchouc pour vous assurer qu'ils ne sont pas desserrés.
C. Mauvais réglage de la tension : renforcez le réglage de la plaque de tension pour éviter les plis.
Lors du dépannageligne de refendage de bobines d'acierdysfonctionnements, une approche systématique devrait être adoptée. Les étapes suivantes peuvent généralement être suivies :
-Enregistrement des données : enregistrez l'environnement de fonctionnement, l'heure et définissez les paramètres en cas de dysfonctionnement.
-Inspection sur site : effectuez une inspection visuelle pour observer l'état de fonctionnement de la machine à refendre les bobines d'acier.
-Communiquer avec l'opérateur : Interroger l'opérateur sur les étapes de fonctionnement avant que le dysfonctionnement ne survienne.
-Dépannage étape par étape : Vérifiez les problèmes potentiels un par un selon la classification des défauts ci-dessus.
-Utilisation des outils : utiliser les outils et instruments nécessaires à la mesure et au réglage.
KINGREAL STEEL SLITTER espère que grâce à cet article, vous pourrez résoudre efficacement divers problèmes liés au fonctionnement duligne de refendage de bobines d'acieret assurer une production stable et continue. Un entretien régulier et une formation professionnelle sont également des mesures importantes pour éviter les dysfonctionnements.