L’un des facteurs les plus importants pour garantir la qualité des bandes étroites est la précision du refendage. Qu'il s'agisse d'acier inoxydable, d'acier, d'alliage d'aluminium, de cuivre, de PPGI, laminés à froid ou à chaud, le respect de tolérances strictes lors du refendage est immédiatement lié à la qualité du produit, à l'efficacité du traitement en aval et à la satisfaction du client. Les bandes étroites peuvent être rejetées même en cas de petites différences dans la largeur de fente, de défauts de bord ou de changements dans la courbure du matériau.
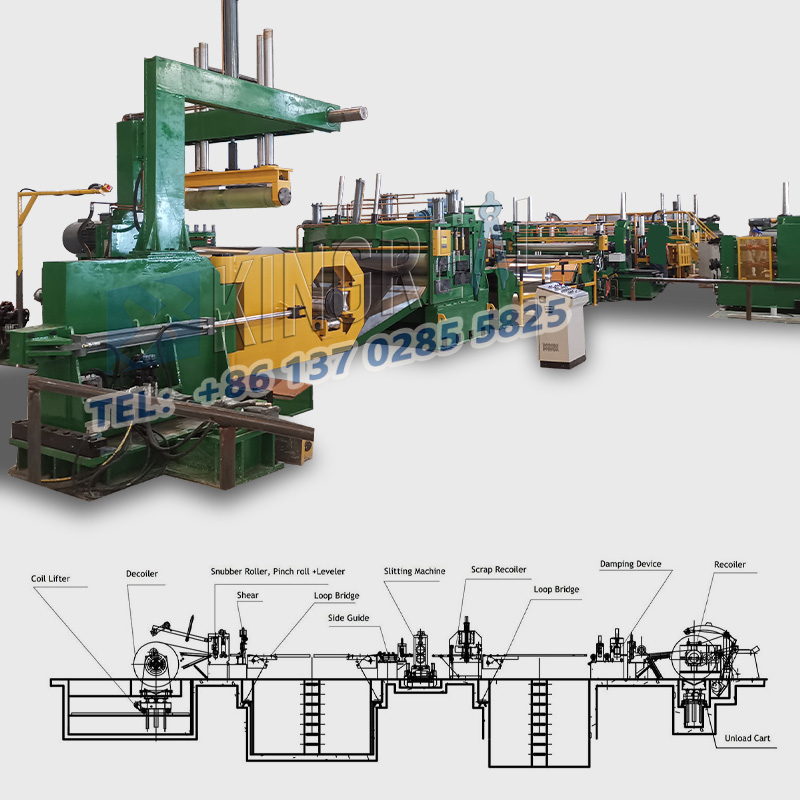
Alors, comment pouvez-vous faire fonctionner correctement unligne de refendage de bandes d'acierpour atteindre des tolérances serrées ? Cet article examine cinq aspects clés : la configuration de la machine à refendre les bandes d'acier, le contrôle de la tension, la configuration des outils, la manutention des matériaux et la maintenance de la ligne de refendage des bandes d'acier.

La configuration initiale dumachine à refendre les bandes d'acierest fondamental pour atteindre les tolérances de refendage. Cinq aspects clés doivent être abordés avant le démarrage :
-Vérification du programme : si la machine à refendre les bandes d'acier est programmable, confirmez que le bon programme est chargé et que les paramètres tels que la courbe de tension et la vitesse de refendage répondent aux exigences de fonctionnement pour éviter les erreurs de paramètres qui pourraient affecter les tolérances.
-Sélection et installation du noyau magnétique : sélectionnez un noyau magnétique circulaire et droit avec un diamètre intérieur qui correspond à l'arbre de la machine à refendre les bandes d'acier. Assurez-vous qu'il est solidement installé pour éviter tout glissement ou déformation. Les erreurs de concentricité du noyau peuvent se propager jusqu'à l'ouverture de refendage, compromettant ainsi la qualité des bords et la précision de la largeur.
-Positionnement de l'outil : Ajustez avec précision la position de l'outil pour déterminer la largeur de refendage selon les spécifications de la commande à l'aide d'un compteur d'étalonnage ou d'un affichage numérique vérifié pour la ligne de refendage de bandes d'acier. Vérifiez avant le démarrage pour vous assurer que l'outil est verrouillé en place pour éviter tout déplacement et toute déviation.
-Guide du rouleau : ajustez la position initiale du guide pour centrer le rouleau avant d'entrer dans la zone de refendage afin d'éviter une tension inégale et un écart de coupe, garantissant ainsi la stabilité dimensionnelle.
-Vérification du programme : si la machine à refendre les bandes d'acier est programmable, confirmez que le bon programme est chargé et que les paramètres tels que la courbe de tension et la vitesse de refendage répondent aux exigences de fonctionnement pour éviter les erreurs de paramètres qui pourraient affecter les tolérances.
 |
 |
Une tension stable est essentielle aux tolérances de refendage et nécessite une gestion dans quatre domaines clés :
-Consistance de la tension : maintenir une tension uniforme tout au long de lamachine à refendre les bandes d'acierprocessus, du déroulement, de la fente au rembobinage. Les changements de largeur du matériau, l'étirement, les ondulations des bords, la courbure et les tolérances sont tous gravement affectés par le changement de contrainte.
-Contrôle de zone : les lignes modernes de refendage de bandes d'acier disposent de zones de tension indépendantes pour le déroulement, la refente et le rembobinage. Les capteurs de pesée et les régulateurs de tension doivent être régulièrement calibrés.
-La tension doit être réglée en fonction des caractéristiques du matériau : une tension trop faible peut entraîner un glissement et un mauvais suivi ; une hauteur trop élevée peut étirer le matériau, provoquant une déformation des bords.
-Rembobinage : Pour les matériaux compressibles, une tension plus élevée est appliquée au niveau du noyau, diminuant progressivement à mesure que le diamètre du rouleau augmente pour assurer un rouleau stable sans étirement. Un cône inapproprié peut endommager les bords, un enroulement irrégulier et compromettre la cohérence de la largeur.
-Connaissance des matériaux : différents matériaux nécessitent différentes stratégies d'étirement. Connaître le module élastique et la limite d'élasticité du matériau est essentiel afin de pouvoir concevoir un schéma de tension approprié pour éviter les dommages matériels ou les violations des tolérances.
Les paramètres des outils déterminent la qualité de coupe et la précision dimensionnelle, en se concentrant sur quatre aspects clés :
-Acuité de l'outil : Un outil émoussé peut presser ou déchirer le matériau, créant des bavures et violant les tolérances. Pour conserver les arêtes vives, un programme d'affûtage/remplacement des outils basé sur les caractéristiques d'usure du matériau et le cycle de traitement doit être défini.
-Type d'outil et méthode de refendage : sélectionnez les outils en fonction du matériau et des exigences de coupe. Choisissez entre une cisaille à la volée (haute vitesse continue), une cisaille rotative (haute précision) ou une cisaille fixe (petits lots intermittents) en fonction des besoins du client pour garantir les tolérances.
-Type d'outil et méthode de refendage : sélectionnez les outils en fonction du matériau et des exigences de coupe. Choisissez entre une cisaille à la volée (haute vitesse continue), une cisaille rotative (haute précision) ou une cisaille fixe (petits lots intermittents) en fonction des besoins du client pour garantir les tolérances.
-Stabilité opérationnelle : S'assurer que lemachine à refendre les bandes d'acierLe chariot de lame est parallèle à l'axe de la lame et le battement radial de la lame rotative est minimisé pour éviter les marques de « broutage » et la qualité instable des bords.
 |
 |
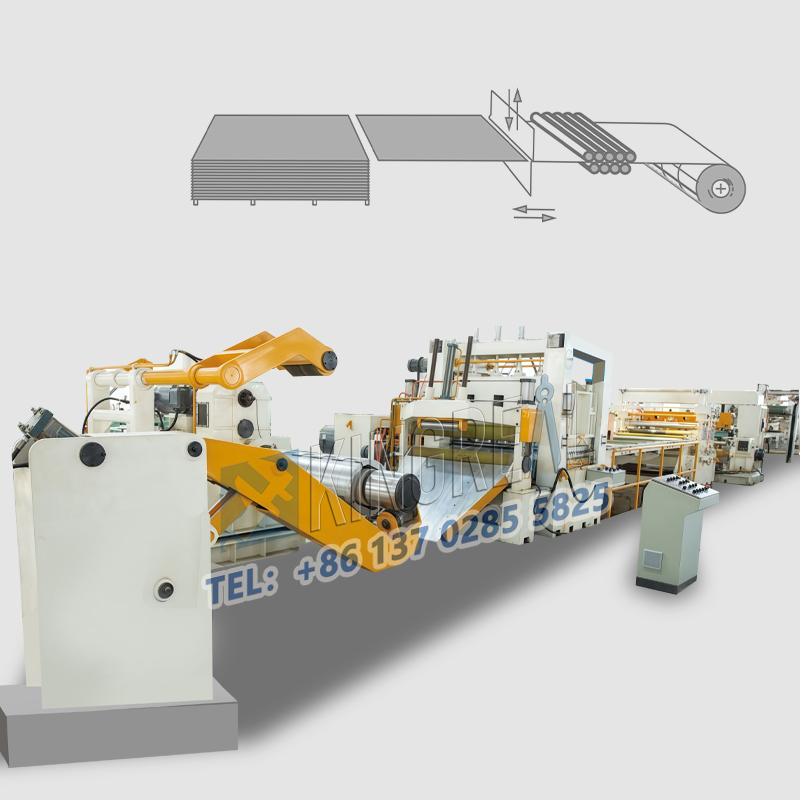
Une manipulation standardisée des matériaux peut empêcher les variations de tolérance induites par les matériaux. Concentrez-vous sur quatre domaines clés :
-Intégrité des joints : utilisez des joints solides et uniformément épais pour éviter une défaillance du joint ou une épaisseur excessive qui peut provoquer un blocage de l'équipement, des fluctuations de tension et des dommages au bord coupé.
- Guidage des bords : des guides de bande actifs sont utilisés pour garantir que la bande est centrée dans la zone de refendage, empêchant ainsi toute déviation de la bande entraînant une largeur inégale et une mauvaise qualité des bords de la bande extérieure.
-Manipulation des rouleaux : utiliser des grues et des palans à arbre pour charger et décharger les rouleaux. Eviter les chocs ou chutes qui pourraient endommager le noyau et affecter la concentricité duligne de refendage de bandes d'acierinstallation. Manipulez les rouleaux finis avec précaution pour éviter d’endommager les bords et de les déformer.
-Gestion des débris : gardez la zone de refendage propre et retirez rapidement les débris pour éviter qu'ils ne dévient la bande, n'interfèrent avec le coupeur ou ne se logent dans le rouleau, ce qui aurait un impact sur la qualité et les tolérances.
La maintenance assure la stabilitéligne de refendage de bandes d'acierprécision de fonctionnement et de tolérance en se concentrant sur cinq domaines clés :
-Maintenance préventive : vérifiez l'alignement des composants, les roulements, la tension des courroies, l'usure des engrenages et les systèmes pneumatiques/hydrauliques conformément au calendrier du fabricant et résolvez rapidement les problèmes potentiels.
-Gestion de la lubrification : lubrifiez selon la durée, la quantité et le type spécifiés pour éviter une surlubrification (mauvaise dissipation thermique) ou une sous-lubrification (frottement élevé) qui peut provoquer l'usure et les vibrations des composants.
-Inspection de l'usure des composants : inspectez régulièrement les composants clés tels que les roulements, les arbres et les engrenages, et remplacez rapidement tout composant gravement usé pour éviter que les vibrations, le glissement et le désalignement n'affectent les tolérances.
-Étalonnage et maintenance : étalonnez régulièrement les capteurs de tension, les cellules de charge et les systèmes de positionnement numérique pour éviter les erreurs de mesure causées par des instruments non calibrés, qui peuvent affecter les réglages des paramètres.
-Nettoyage : nettoyez la machine à refendre les bandes d'acier de la poussière, de la graisse et des débris, en particulier autour des roulements, des rails de guidage et des capteurs, pour garantir un fonctionnement fluide et faciliter la détection des problèmes.