Machines à refendre les métauxsont utilisés pour produire des bandes étroites qui répondent aux exigences des clients à partir de bobines métalliques telles que l'acier inoxydable, l'acier, l'aluminium, le cuivre, laminées à chaud, laminées à froid et PPGI grâce à des processus tels que le déroulement, la refente et le recul. Ces lignes de refendage de métaux sont largement utilisées dans le domaine du traitement des métaux. En tant que maillon clé du traitement fin des bobines de métal, la machine à refendre les métaux relie les matières premières à la production de produits finis en aval. Parmi eux, la demande de lignes de refendage de métaux dans des domaines tels que les pièces automobiles, les coques d'appareils électroménagers et la fabrication de tuyaux est particulièrement forte.
Par conséquent, comprendre les lignes de refendage des métaux et les processus de refendage peut aider les entreprises à optimiser les procédures de production, à réduire les déchets de matériaux, à améliorer la précision des produits et à jeter les bases d’une production efficace ultérieure. Dans cet article, KINGREAL STEEL SLITTER présentera les connaissances clés des machines à refendre les métaux et des processus de refendage à partir de cinq conseils pour tout le monde.

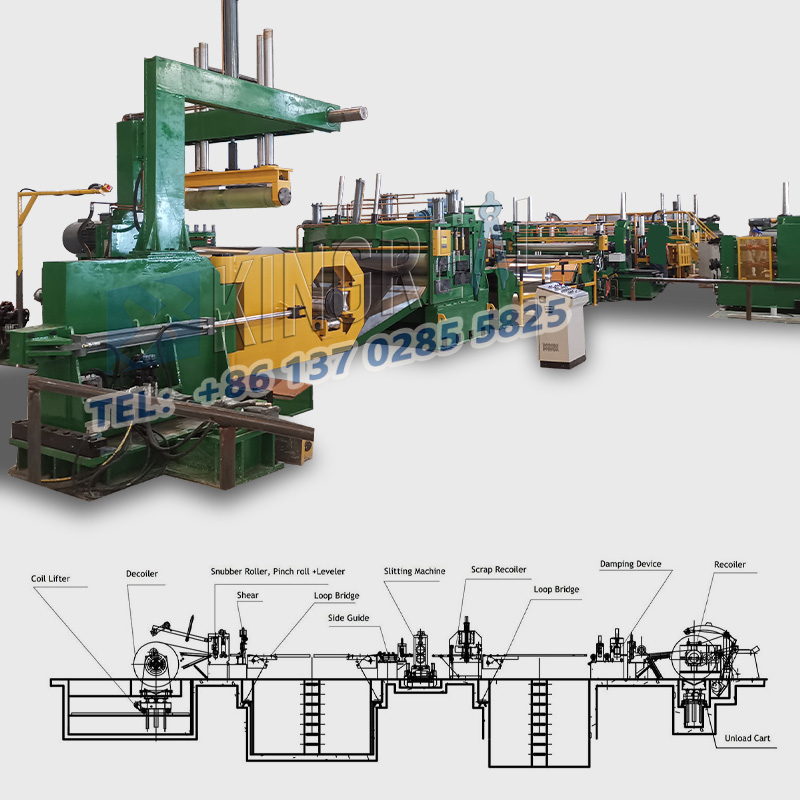
- Unité de déroulement pour ligne de refendage de métaux
sont utilisés pour produire des bandes étroites qui répondent aux exigences des clients à partir de bobines métalliques telles que l'acier inoxydable, l'acier, l'aluminium, le cuivre, laminées à chaud, laminées à froid et PPGI grâce à des processus tels que le déroulement, la refente et le recul. Ces lignes de refendage de métaux sont largement utilisées dans le domaine du traitement des métaux. En tant que maillon clé du traitement fin des bobines de métal, la machine à refendre les métaux relie les matières premières à la production de produits finis en aval. Parmi eux, la demande de lignes de refendage de métaux dans des domaines tels que les pièces automobiles, les coques d'appareils électroménagers et la fabrication de tuyaux est particulièrement forte.
- Unité de guidage et de nivellement pour ligne de refendage de métaux
Equiper lelignes de refendage de métalavec unité de guidage et de nivellement vise à corriger la courbure et le froissement de la bobine pendant le transport, en garantissant que la bobine entre dans l'étape de refendage longitudinal dans un état plat et en réduisant les erreurs de coupe ultérieures. De plus, l'effet de nivellement affectera directement la planéité de la planche à refendre finale, évitant ainsi les bords de coupe rugueux causés par l'irrégularité de la bobine.
- Découpeuse pour ligne de refendage de métaux
La machine à refendre le métal coupe de larges bobines de métal en bandes étroites selon la taille prédéfinie à l'aide de plusieurs jeux de couteaux de refendage. Parmi eux, la précision de réglage de l'espacement des groupes de couteaux de la machine à refendre les métaux est généralement de ± 0,1 mm. Le matériau des lames sera sélectionné par les ingénieurs de KINGREAL STEEL SLITTER en fonction de la nature des matériaux de traitement du client, tels que l'acier rapide, l'alliage dur, compatible avec des métaux de dureté différente.
- Unité de bobinage pour machine à refendre les métaux
Les bandes métalliques étroites après refendage sont soigneusement enroulées en rouleaux pour faciliter le stockage ultérieur, le transport ou l'entrée directe dans la procédure de traitement suivante (telle que l'estampage, le pliage). La tension d'enroulement doit être adaptée à la vitesse de coupe pour empêcher la bande de s'étirer, de se déformer ou de se desserrer pendant l'enroulement, garantissant ainsi l'étanchéité du matériau du rouleau fini.
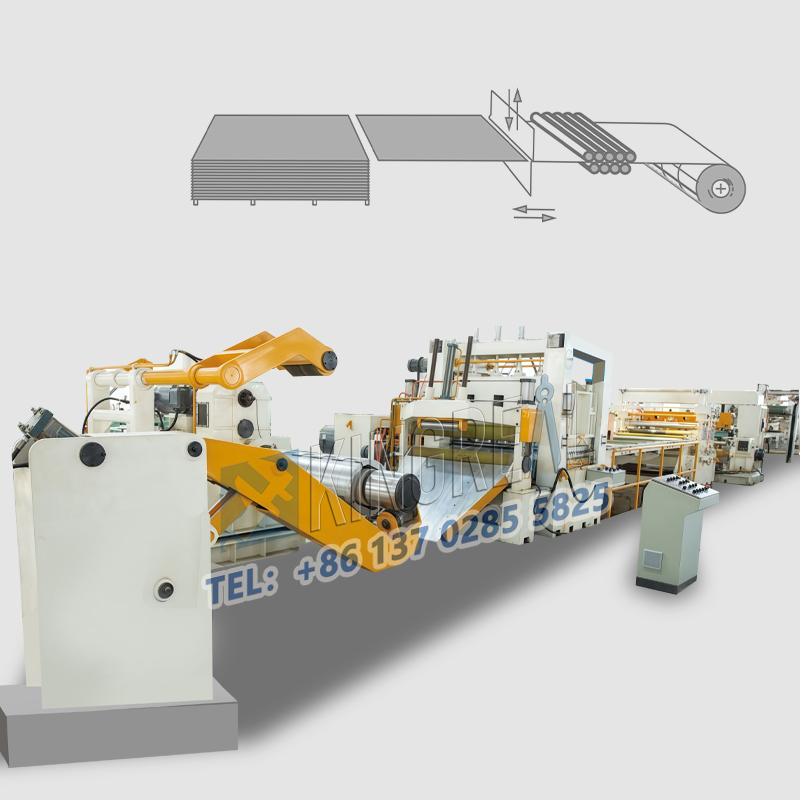
Étape 1 : Inspection des bobines et paramétrage de la ligne de refendage des métaux
Testez le matériau (tel que l'acier au carbone, l'acier inoxydable, l'alliage d'aluminium, l'acier au silicium, etc.), l'épaisseur (0,2-16 mm) et la largeur de la bobine métallique, et faites correspondre les paramètres correspondants dulignes de refendage de métal. Saisissez les paramètres clés tels que la largeur de refendage, la vitesse d'enroulement et la valeur de tension dans le système de contrôle de l'équipement.
Étape 2 : Dérouler et niveler la ligne de refendage du métal
Démarrez le dérouleur pour libérer le matériau de la bobine, alignez-le via le mécanisme de guidage, puis éliminez la contrainte interne du matériau de la bobine via le rouleau de nivellement pour garantir que le matériau de la bobine entre en douceur dans le processus de coupe.
Étape 2 : Dérouler et niveler la ligne de refendage du métal
Le groupe de couteaux de refendage effectue une coupe longitudinale sur la bobine à des intervalles prédéfinis et fixe simultanément la bobine via le mécanisme de pressage pour empêcher le déplacement de la bobine pendant la coupe. Surveillez la qualité de coupe des bords en temps réel (par exemple, pas de bavures ni de bords courbés) et ajustez la pression ou la vitesse de l'ensemble d'outils en fonction de la situation.
Étape 4 : Recul pour machine à refendre les métaux
Les bandes étroites après refente entrent dans l'enrouleur à travers le rouleau de guidage et sont enroulées en rouleaux selon la tension prédéfinie. Certains modèles sont équipés de fonctions de refendage et d'étiquetage automatiques
 |
 |
Selon les différentes demandes des clients, KINGREAL STEEL SLITTER a conçu différents types de lignes de refendage de métaux. Ce qui suit est le plan de fabrication de la machine à refendre les métaux.
Par matériau métallique : machine de refendage de bobines d'acier inoxydable, machine de refendage de bandes d'acier, machine de refendage de bobines d'acier au silicium, machine de refendage de bobines d'aluminium....
Par personnalisation :machine à refendre légère(0,2-3 mm),machine à refendre de service moyen(3mm-6mm),machine à refendre robuste(6-16mm).
Par degré d'automatisation :machine à refendre les métaux entièrement automatique, ligne de refendage semi-automatique des métaux.
Par personnalisation :machine à refendre les métaux à grande vitesse, machine de refendage de bobines à double tête de découpe, machine à refendre de service moyen.
Nettoyage régulier : retirez les débris métalliques de l'intérieur du
Causes possibles : usure/passivation de la lame, mauvais réglage de l'espacement des groupes de lames et inadéquation entre la vitesse de coupe et le matériau métallique.
Solution 1 : Inspectez régulièrement lelignes de refendage de métalet remplacez les lames, recalibrez l'espacement des groupes de lames et ajustez la vitesse de coupe en fonction de la dureté du métal.
Problème 2 : Déviation excessive de la largeur des bandes après refendage
Causes possibles : Centrage imprécis de la bobine, précision de positionnement insuffisante du groupe d'outils et fluctuations de tension provoquant un déplacement de la bobine.
Solution 2 : Vérifiez la fonction de centrage du mécanisme de guidage de la machine à refendre les métaux, recalibrez le système de positionnement du groupe de couteaux et optimisez les paramètres de contrôle de tension.
Problème 3 : Le matériau du rouleau se détache ou se froisse après l'enroulement
Causes possibles : tension d'enroulement insuffisante ou inégale, vitesse d'enroulement et vitesse de coupe asynchrones, nivellement incomplet du matériau de la bobine.
Solution : Ajustez la tension d'enroulement à une valeur appropriée, optimisez simultanément les vitesses de coupe et d'enroulement et vérifiez si les arbres de rouleaux de la machine de nivellement dans la machine à refendre les métaux sont usés.
*Contrôle qualité du processus de refendage
Inspection dimensionnelle : utilisez des pieds à coulisse et des jauges de largeur laser pour inspecter la précision de la largeur et de l'épaisseur des bandes étroites afin de vous assurer qu'elles répondent aux exigences de la commande.
Inspection visuelle : Vérifiez visuellement ou à l'aide d'outils si le bord coupé est lisse et exempt de bavures, et s'il y a des rayures ou des rides sur la surface du matériau en rouleau.
Tests de performance : vérifiez si les propriétés mécaniques du métal après refendage (telles que la résistance à la traction) ont été endommagées en raison du traitement.
*Entretien quotidien des machines à refendre les métaux
Nettoyage régulier : retirez les débris métalliques de l'intérieur dulignes de refendage de métalpour éviter qu'il ne reste coincé dans l'ensemble d'outils ou n'affecte la précision du mécanisme de guidage.
Lubrification des composants : ajoutez régulièrement de l'huile lubrifiante aux pièces mobiles telles que les roulements du groupe de réglage des outils et les arbres de déroulement/rembobinage pour réduire l'usure.
Entretien des lames : polissez et passivez régulièrement les lames, ou remplacez-les en fonction du degré d'usure pour éviter d'affecter la qualité du traitement en raison de problèmes de lame.
Étalonnage du système : étalonnez les paramètres du système de contrôle PLC mensuellement/trimestriellement pour garantir que la ligne de refendage des métaux est dans un état de fonctionnement précis.