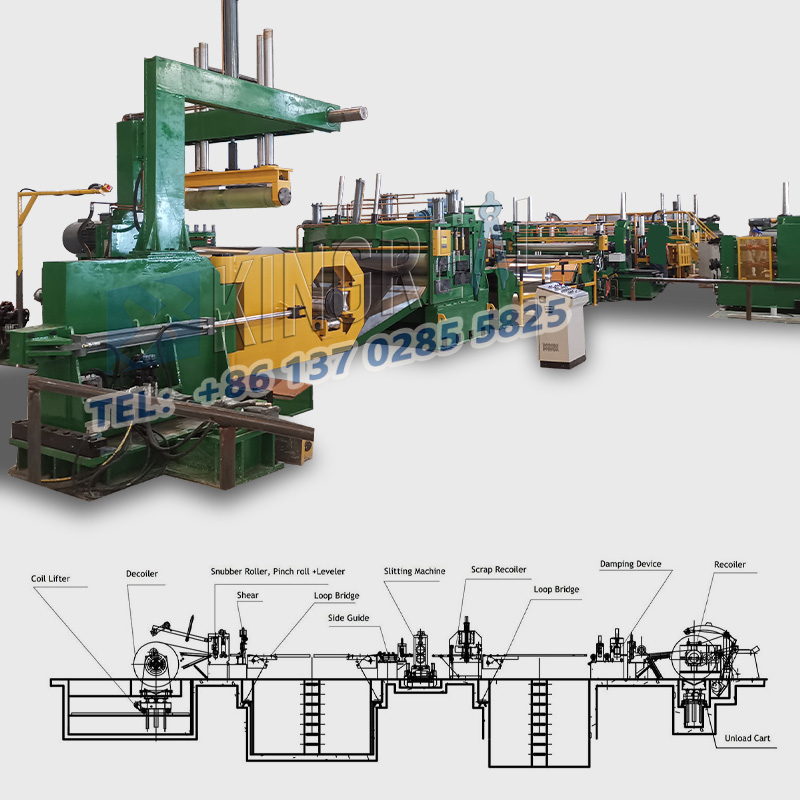
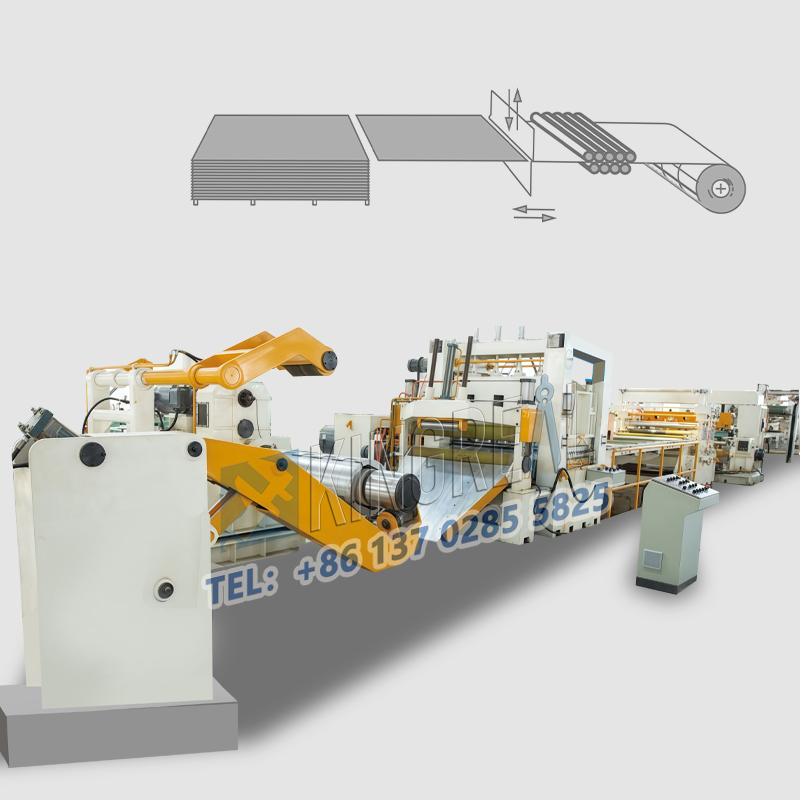
A machine à refendre l'acier galvanisécoupe principalement la bande de métal longitudinalement et rembobine les bandes étroites résultantes en bobines. Cette ligne de refendage d'acier galvanisé comprend le déroulement, le positionnement du matériau, le refendage et le recul. Il est largement recherché pour sa facilité d'utilisation, sa haute qualité de refendage, son utilisation élevée des matériaux et sa régulation continue de la vitesse de refendage.

Chaque détail duligne de refendage d'acier galvaniséest méticuleusement conçu par les ingénieurs KINGREAL STEEL SLITTER. Non seulement il remplit sa fonction de refendage, mais il garantit également la sécurité de fonctionnement. Vous ne l'avez peut-être pas remarqué, mais les caractéristiques de protection de la machine à refendre l'acier galvanisé sont intégrées dans tous les aspects de son fonctionnement.
Par exemple, l'arbre de lame de la ligne de refendage en acier galvanisé est soutenu par des roulements de broche de machine-outil de haute précision, minimisant ainsi le faux-rond axial et radial. De plus, le disque de coupe utilise un mécanisme de verrouillage à trois points avec des écrous (ou un écrou hydraulique pour un serrage sécurisé), garantissant à la fois la précision dimensionnelle et un verrouillage sécurisé. Pour faciliter le réglage de la vitesse de refendage, des composants de commande électroniques et hydrauliques sont utilisés. Cela offre non seulement une fiabilité élevée et une immunité robuste du système de contrôle, mais plus important encore, il dispose d'une fonction d'autodiagnostic, permettant une identification rapide des causes de panne. De plus, les machines à refendre l'acier galvanisé sont clairement positionnées à l'aide d'un manchon excentrique. Même avec des changements d'excentricité et de poids de cisaillement, la hauteur d'alimentation reste constante, garantissant à la fois fiabilité et sécurité.
La lame est l'élément d'actionnement dumachine à refendre l'acier galvanisé. Les performances de refendage optimales dépendent fortement de la lame et, plus important encore, de la configuration du porte-lame. Les lignes de refendage d'acier galvanisé utilisent une variété de configurations de porte-lames, chacune avec ses propres caractéristiques uniques et sa portée applicable. Les porte-outils pour machines à refendre en acier galvanisé sont disponibles en quatre types : curseur, excentrique, arbre de lame réglable et bras oscillant. Le type coulissant est l’un des types les plus anciens et les plus courants de porte-outils pour lignes de refendage en acier galvanisé. Dans ce type, l'arbre de lame inférieur est fixé aux cadres mobiles et fixes, tandis que l'arbre de lame supérieur est logé dans les curseurs gauche et droit. Ces curseurs permettent un mouvement vertical dans les rails de guidage des cadres mobiles et fixes.
Les porte-outils excentriques sont pour la plupart à double excentrique, ce qui signifie que les arbres de lame supérieur et inférieur sont soutenus par des manchons excentriques. Entraînés par un arbre d'engrenage synchrone via un engrenage de réglage, ces arbres tournent dans des directions opposées pour ajuster l'excentricité, faisant ainsi varier la hauteur des arbres de pales supérieur et inférieur.
Les porte-outils avec longueur d'arbre de lame réglable ont une caractéristique unique : le cadre mobile gauche peut être ajusté pour s'approcher de la paire de lames la plus à l'extérieur à l'extrémité gauche de l'arbre de lame, raccourcissant ainsi la longueur utile de l'arbre de lame et augmentant la rigidité de l'arbre de lame. Cette fonctionnalité permet aux machines de refendage en acier galvanisé de traiter à la fois des bandes larges et fines, ainsi que des bandes étroites et épaisses, offrant ainsi une large gamme d'applications. Le dernier type est le porte-lame à bras oscillant. Sa structure est beaucoup plus simple, ce qui la rend principalement adaptée à la découpe de fines bandes.
 |
 |
 |
Machines à refendre l'acier galvanisésont principalement utilisés pour le traitement de la tôle et leurs fonctions sont largement automatisées, ce qui rend le système de contrôle au sein de l'équipement particulièrement important. Les lignes de refendage d'acier galvanisé utilisent un système de servocommande électro-hydraulique, qui utilise principalement la conversion de divers signaux pour réaliser diverses actions. Cependant, il existe de nombreuses méthodes de conversion de signal.
1. Méthode de vanne marche-arrêt à grande vitesse pour ligne de refendage d'acier galvanisé
Cette méthode utilise un moteur couple à grande vitesse pour entraîner directement ou indirectement une vanne tout ou rien à ouverture fixe. Le signal numérique émis par l'ordinateur est amplifié et contrôle ensuite la vanne, lui permettant d'être contrôlée entre les états ouvert et fermé. Le signal de retour est traité par un échantillonneur et renvoyé à l'ordinateur sous forme de quantité numérique, contrôlant le fonctionnement de la cisaille à refendre.
2. Méthode de conversion numérique-analogique pour ligne de refendage d'acier galvanisé
Un convertisseur numérique-analogique convertit le signal numérique généré par l'ordinateur en une quantité analogique, qui est utilisée pour contrôler le courant appliqué à l'entrée d'une servovalve ou d'une vanne proportionnelle. Le signal de retour est également converti en quantité numérique par un convertisseur analogique-numérique, puis introduit dans l'ordinateur, complétant ainsi la conversion du signal.
3. Méthode de moteur pas à pas pour ligne de refendage d'acier galvanisé
Il repose sur une méthode de conversion mise en œuvre par un contrôleur de moteur pas à pas. Le signal numérique émis par l'ordinateur est entré sous forme d'impulsions dans le convertisseur. L'angle de rotation du moteur pas à pas est converti en une ouverture de vanne via un dispositif de transmission, formant ainsi une vanne de débit numérique. De plus, la pression de sortie est proportionnelle à la pression de sortie, formant une soupape de pression numérique, obtenant ainsi l'effet souhaité.
Pendantligne de refendage d'acier galvaniséfonctionnement, la tension est un paramètre de performance crucial, affectant à la fois les opérations d’enroulement et de déroulement. Pour contrôler efficacement la tension dans les machines à refendre l'acier galvanisé, les contrôleurs de tension sont des composants essentiels. Le contrôleur de tension mesure la vitesse, calcule le diamètre de l'enroulement et règle la tension en mesurant le couple de charge.
Étant donné que le contrôleur de tension d'une ligne de refendage d'acier galvanisé émet un signal analogique standard de zéro à dix volts correspondant au couple nominal du moteur asynchrone, ce signal analogique peut être connecté à un convertisseur de fréquence pour sélectionner une référence de couple. Cela garantit une tension constante pendant le fonctionnement. S'il est en mode contrôle de tension, qu'il s'agisse d'un moteur à courant continu, d'un moteur à courant alternatif ou d'un servomoteur, la vitesse doit être limitée. Sinon, lorsque le couple généré par le moteur dépasse le couple de charge et tourne, une accélération de rotation sera générée, provoquant une augmentation continue de la vitesse jusqu'à ce qu'elle atteigne la vitesse maximale.