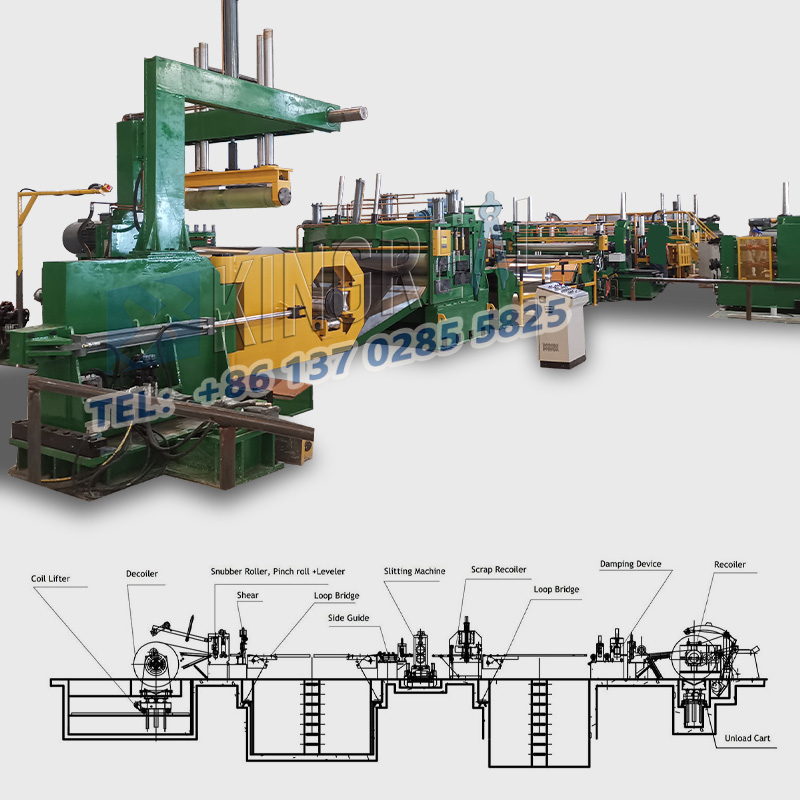
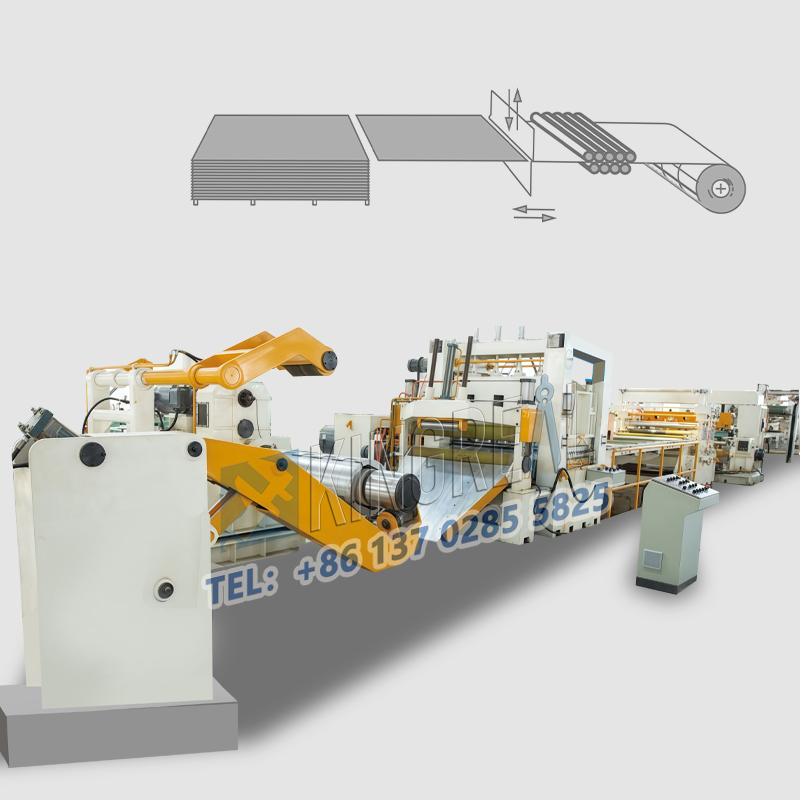
Coupette en acier inoxydable aux lignes de longueursont largement utilisés dans l'industrie du travail des métaux pour le cisaillement de précision de diverses bobines métalliques, notamment l'acier, l'acier inoxydable, l'aluminium, le fer, le piste à froid, le trappe à chaud et le PPGI.
Malgré leurs excellentes performances en production, les machines à longueur en acier inoxydable peuvent toujours ressentir une déviation de coupe pendant le fonctionnement.
Cet article se plongera dans le dépannage de la déviation de coupe dans la coupe en acier inoxydable sur les lignes de longueur de trois perspectives: structure mécanique, programme de contrôle et paramètres, et compatibilité des matériaux et des processus.

(1) Usure des composants de conduite
DansMachines en acier inoxydable à la longueur, l'usure des composants d'entraînement est une cause courante de la déviation de coupe.
Les engrenages, les pignons et autres composants d'entraînement qui sont en service depuis longtemps peuvent s'use, entraînant une précision d'alimentation réduite et, par conséquent, ont eu un impact sur les dimensions de coupe.
Symptômes de l'acier inoxydable coupé sur une défaillance de la ligne de longueur: par exemple, dans une usine de pièces automobiles, les engrenages d'entraînement d'un acier inoxydable coupé sur la machine de longueur ont connu une usure à 30%. Lors de la coupe en continu de plaques d'acier de 5 mm d'épaisseur, la fluctuation dimensionnelle a atteint 0,3 mm, dépassant la plage acceptable de ± 0,2 mm.
Solution: Pour résoudre ce problème, une inspection régulière des composants d'entraînement est recommandée. Si l'usure des dents de vitesse dépasse 15% ou si l'allongement de la chaîne dépasse 2%, ils doivent être remplacés rapidement.
Simultanément, le rapport de transmission doit être calibré pour restaurer la précision de la transmission mécanique. Cette mesure peut améliorer considérablement la stabilité et la précision de la coupe.
(2) Déclai de rail des guides d'outils
L'augmentation du dégagement entre le titulaire d'outils et le rail de guidage est également un facteur important contribuant à la réduction de l'écart. Au fil du temps, le rail du Guide des titulaires d'outils s'use en raison d'un mouvement alternatif prolongé, et cette clairance peut augmenter, affectant la stabilité du titulaire d'outils.
Symptômes de l'acier inoxydable coupé à une défaillance de la ligne de longueur: Dans des circonstances normales, le dégagement entre le titulaire de l'outil et le rail de guidage doit être inférieur à 0,05 mm. Un dégagement excessif peut provoquer un oscillation du titulaire d'outils pendant la coupe, entraînant des fluctuations de la taille de la feuille de coupe.
Solution: Utilisez une jauge de feeper pour vérifier le dégagement. S'il dépasse la valeur standard, ajustez l'insert du rail de guide ou remplacez le curseur de rail de guide endommagé. Une usine matérielle a réduit l'écart de coupe de 0,25 mm à 0,08 mm après cet ajustement, démontrant l'efficacité de cet ajustement.
(1) Erreurs de logique du programme
DansCoupure en acier inoxydable sur la machineOpérations, les erreurs de logique du programme PLC sont également une cause courante d'écart de coupe. Le moment désordonné des instructions d'alimentation et de coupe dans le programme peut déclencher la coupe avant que le matériau ne soit entièrement alimenté, entraînant une sous-cutation.
Manifestations de la défaillance de la ligne coupée en acier inoxydable: par exemple, dans certains cas, la coupe commence avant que le matériau ne soit entièrement alimenté, ce qui affecte directement la précision de la coupe.
Solution: Il est recommandé d'utiliser des diagnostics de programme pour surveiller l'état du point d'E / S et réorganiser la logique de la "coupe d'alimentation". De plus, ajoutez des instructions de vérification de retard pour assurer la précision de la séquence d'action. Cette optimisation améliorera considérablement la stabilité de fonctionnement de la machine à longueur en acier inoxydable.
(2) Paramètres de paramètres inexacts
Les réglages de paramètres inexacts sont également un facteur significatif affectant la précision de coupe des lignes de longueur en acier inoxydable. Des paramètres de longueur d'alimentation incorrects ou des vitesses de coupe et d'alimentation dépareillés peuvent entraîner des écarts cumulatifs.
Symptômes de l'acier inoxydable coupé sur une défaillance de la machine: par exemple, si la longueur d'alimentation est réglée à 100 mm mais que la longueur d'alimentation réelle est de 99,5 mm, un fonctionnement à long terme entraînera une déviation dimensionnelle significative.
Solution: recalibrer le nombre d'impulsions d'alimentation (le nombre d'impulsions par millimètre) et ajuster la vitesse de coupe en fonction de l'épaisseur et du matériau de la plaque. Pour les plaques épaisses, il est recommandé de régler la vitesse de coupe à pas plus de 30 fois / minute, tandis que pour les plaques minces, il peut atteindre 60 fois / minute.
Après avoir corrigé les paramètres, une usine de transformation en acier inoxydable a réalisé une déviation cumulée de moins de 0,1 mm pour une plaque de 10 mètres de long, démontrant l'importance de la correction des paramètres.
(1) stress de plaque inégale
Lors de la coupe des plaques en acier inoxydable, la contrainte inégale peut provoquer un remontée après la coupe, affectant la stabilité dimensionnelle finale.
Symptômes de l'acier inoxydable coupé à une défaillance de la ligne de longueur: par exemple, le taux de redressement de la plaque roulée à froid peut atteindre 1 à 2%, ce qui peut provoquer un retrait dimensionnel après la coupe.
Solution: Il est recommandé d'effectuer un soulagement du stress sur la tôle, comme le nivellement ou le vieillissement, ou de compenser le remontée du programme dans le programme (fixant une valeur de compensation de 0,1 à 0,3 mm en fonction du matériau). Après compensation, un moulin à feuille à froid a atteint une déviation de dimension de coupe de ≤ 0,1 mm, garantissant la précision de la coupe.
(2) fluctuation des tensions alimentaires
La stabilité de la tension alimentaire a un impact direct sur la précision de la coupe. Si la tension du rouleau d'alimentation est instable, la tôle peut glisser ou se rider pendant l'alimentation, entraînant des dimensions de coupe incontrôlées.
Symptômes de l'acier inoxydable coupé à la longueur de la ligne: défaillance du contrôle de la tension peut entraîner une alimentation inégale, ce qui affecte à son tour la qualité de la coupe.
Solution: Il est recommandé d'inspecter le système de contrôle des tensions. Les tendeurs pneumatiques nécessitent un remplacement du joint, tandis que les tendeurs hydrauliques nécessitent un étalonnage du capteur de pression. Après les ajustements, un broyeur en acier a réduit les fluctuations de tension de ± 5% à ± 1%, améliorant efficacement la précision de coupe.
 |
 |
 |
Dans l'exploitation deMachines en acier inoxydable à la longueur, la déviation de coupe est souvent causée par une combinaison de facteurs. Une enquête complète axée sur la structure mécanique, les programmes de contrôle et les paramètres et la compatibilité des matériaux et des processus peuvent identifier efficacement les problèmes et mettre en œuvre des réparations ciblées.
En maintenant régulièrement des composants de transmission, en optimisant la logique du programme, en ajustant avec précision les paramètres et en s'adaptant aux caractéristiques des matériaux, les fabricants peuvent minimiser les écarts de coupe et répondre aux exigences de précision de coupe strictes des industries comme les pièces automobiles et le matériel.
Ce n'est qu'en améliorant continuellement tous les aspects d'un acier inoxydable coupé à la ligne de longueur, on peut rester victorieux sur le marché farouchement concurrentiel.
Nous espérons que l'analyse et les suggestions de cet article fourniront des stratégies de dépannage et des solutions efficaces pour les industries connexes.