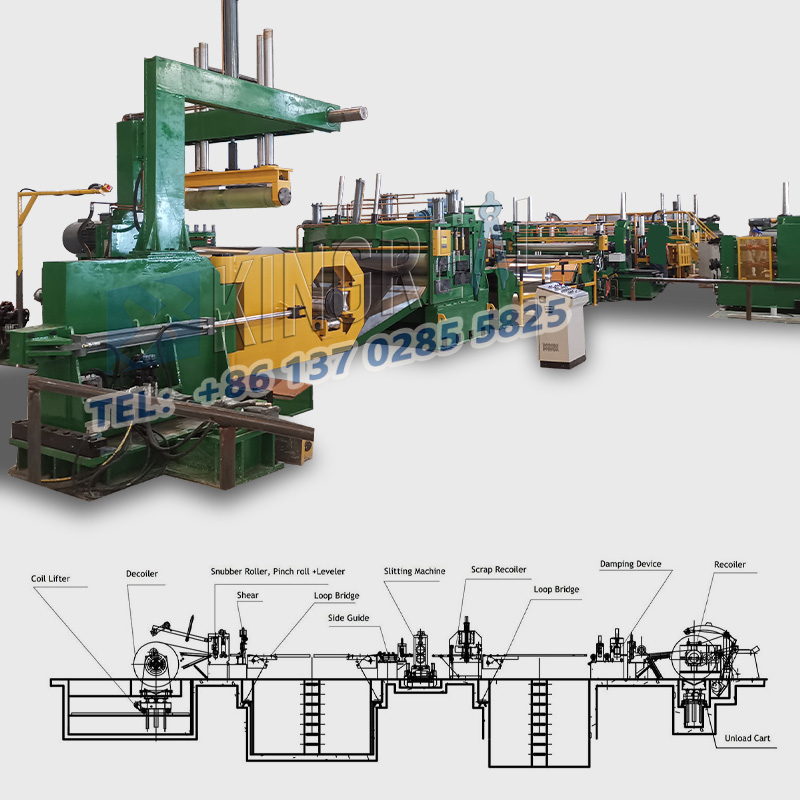
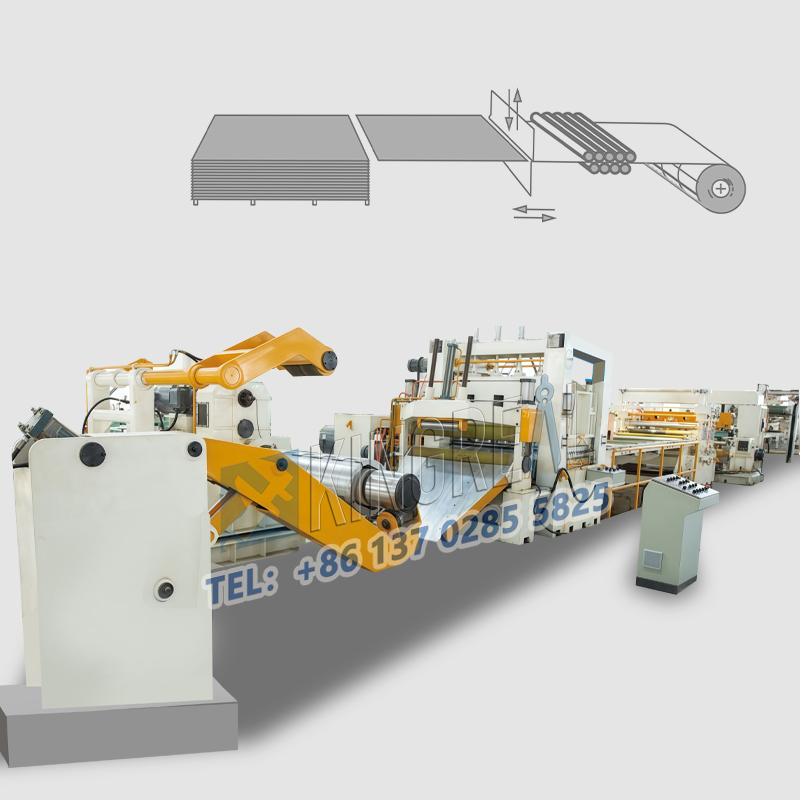
(I) étalonnage dePaugère lourde coupée à la longueurcomposants principaux
Précision à rouleaux d'alimentation:
Vérifiez régulièrement le parallélisme de la surface du rouleau, l'erreur doit être contrôlée dans ≤0,05 mm / m et utiliser une jauge de feeper pour mesurer l'espace entre la surface du rouleau et la surface de la plaque. Si l'usure dépasse 0,1 mm, elle doit être broyée ou remplacée; Utilisez un interféromètre laser pour calibrer le codeur de servomoteur, et la précision de positionnement de l'alimentation doit être ≤ + 0,1 mm pendant la coupe à grande vitesse.
Calibrage des lames à ciseaux:
Le parallélisme des lames supérieures et inférieurs doit être maintenue à 0,02-0,05 mm, qui peut être détecté par une jauge et un indicateur de cadran: l'espace entre les lames est ajusté en fonction de l'épaisseur de la plaque, par exemple, l'espace entre les plaques minces (≤2 mm) est de 0,01-0,03 mm et l'espace entre les plaques moyennes et les plaques épaisses (2-6 mm) est de 0,03-0.08mm;
L'erreur de verticalité de la lame est ≤0,03 mm / 100 mm. S'il dépasse la tolérance, la verticalité du porte-outil doit être ajustée par la cale.
(Ii) Entretien quotidien de la machine à grandeur à la jauge lourde
Système de lubrification pour la ligne de longueur de la calibre lourde: Vérifiez le niveau d'huile de la boîte de vitesses chaque semaine, contrôlez la température de l'huile du système de pression des vagues à 40-60 ℃ et appliquez un fluide de coupe spécial avec une viscosité de 32-46CST au rail de guidage chaque jour.
Système électrique pour la calibre lourde coupée sur la machine de longueur: essuyez le codeur, la règle de réseau et d'autres capteurs avec de l'alcool tous les trimestres et remplacez la brosse à carbone à moteur lorsqu'elle est portée plus de 1/3; Pièces de fixation: revérifiez régulièrement le TL'orque du support d'outil et des boulons du mécanisme d'alimentation, par exemple, le couple du boulon M12 doit être maintenu à 80-100n · m.

(I) correspondant à la vitesse de coupe et à la vitesse d'alimentation
Les vitesses de plaques de différents matériaux et épaisseurs doivent être ajustées en conséquence: plaques en acier à froid (0,5 à 3 mm) vitesse de coupe 30 à 80 m / min, vitesse d'alimentation 25-70 m / min, le système de refroidissement doit être activé pendant la coupe à grande vitesse; Plaques en acier inoxydable (1-5 mm) Vitesse de coupe 15-40 m / min, vitesse d'alimentation 10-35 m / min, et la lame doit être enduite de revêtement en étain; Plaques d'alliage en aluminium (0,8-4 mm) Vitesse de coupe 40-100 m / min, vitesse d'alimentation 35 à 90 m / min, la lubrification du fluide de coupe de pulvérisation est utilisée.
(Ii) l'angle de la lame et le réglage de la force de pressage Angle de lame: l'angle de cisaillement (angle supérieur et inférieur de la lame) est ajusté en fonction des caractéristiques de la plaque, 5-8 "pour les plaques minces, 8-12" pour les plaques moyennes et épaisses, 12-15 "pour les matériaux durs tels que l'acier à haute résistance; l'angle arrière (l'angle d'inclinaison du dos de la lame) est généralement réglé à 3 à 5 °, et l'angle doit être conservé cohérent pendant la révision de réglage: ajusté: Épaisseur de la plaque, 2-3KN pour plaque de 1 mm, 2-3KN pour la plaque de 3 mm 5-7Kn, surveillance en temps réel par le capteur de pression, une pression insuffisante peut facilement provoquer une déformation des plaques.

(I) Normes d'acceptation pour les bobines / plaques
Planéité: plaque d'acier coule de flexion ≤1 mm / m, ondulation ≤3 mm / 2m, hors tolérance, doit être nivelé avant la coupe:
Déviation de dureté: différence de dureté des plaques dans le même lot ≤ 15HB, inspection aléatoire avec un testeur de dureté Rockwell, la dureté inégale entraînera une usure de lame incohérente.
(Ii) prétraitement vide
Nettoyage de surface: Retirez les taches d'huile et l'échelle d'oxyde (peut être essuyée avec de l'acétone ou poli mécaniquement), les impuretés résiduelles aggraveront l'usure des lames; Coil Tension de détente: Réglez selon l'épaisseur, 0,5 mm Tension de plaque 50-80N / mm, plaque 2 mm 150-200 N / mm, une tension insuffisante peut facilement provoquer un glissement d'alimentation.

(I) Points de formation avant le travail pourPaugère lourde coupée à la longueur
Pratique de réglage des paramètres: Apprenez à saisir les règles de correspondance de "Speed-Gap-pression" de différents matériaux, par exemple, lors de la coupe de l'acier inoxydable de 3 mm, l'écart de lame 0,05 mm, appuyant sur Force 6KN; Apprenez à utiliser des systèmes de réglage des outils automatiques tels que les instruments de réglage des outils laser, la précision des réglages d'outils ≤0,02 mm.
Capacité de jugement anormal pour la calibre lourde coupée à la longueur de la longueur: Arrêtez immédiatement la ligne de calibre lourde coupée à la longueur pour vérifier le bord de la lame lorsque vous entendez un bruit anormal comme la collision de lame; Lorsque la bourrue sur la surface coupée dépasse 0,1 mm, jugez s'il s'agit d'une usure de lame ou d'un écart trop important.
(ii) Standardisation du processus d'exploitation pour la machine à la longueur de la calibre lourde
Préchauffage de démarrage: Passez vide pendant 10 à 15 minutes pour faire la fluctuation de la température du même système de service ≤2 ℃ et atteindre la stabilité thermique;
Première pièce trois inspections: Après avoir coupé la première pièce, utilisez un étrier Vernier avec une précision de 0,02 mm pour mesurer la taille, un indicateur de cadran pour détecter la planéité et vérifier visuellement les bavures.

(i) Moyenne de détection en ligne pourPaugère lourde coupée à la longueur
Le capteur photoélectrique surveille la longueur d'alimentation en temps réel et s'alarme automatiquement lorsque l'écart dépasse ± 0,3 mm: le thermomètre infrarouge surveille la température de la lame et commence le refroidissement par eau ou le refroidissement par refroidissement forcé lorsqu'il dépasse 120 ℃ c.
(ii) Standard d'échantillonnage hors ligne pour la machine à calibre lourde coupée à la longueur
Taille de longueur: erreur admissible Lorsque ≤1000 mm ± 0,5 mm, utilisez un étrier Vernier pour vérifier au hasard 1 pièce pour chaque 50 pièces; Déviation diagonale: 1000mmx1000 mm masse déviation autorisée ≤1 mm, utilisez un ruban en acier à mesurer avec une règle carrée pour vérifier au hasard 5% de chaque lot: hauteur de terrassement: plaque mince ≤0,05 mm, utilisez un microscope (grossissement 50 fois) pour vérifier les premiers et derniers morceaux de chaque décalage: Verticalité de surface de coupe: Vérification aléatoire: Déliement autorisé ≤ 0,5 °,, utilisez une règle d'angle de la surface au hasard 1.
(Iii) Solutions à des problèmes de qualité communs pour la ligne de taille lourde coupée à la longueur
Taille hors de la tolérance: si le rouleau d'alimentation glisse, ajustez la tension ou remplacez le rouleau usé; Si le codeur de servomoteur échoue, utilisez un oscilloscope pour détecter le signal d'impulsion et remplacer les pièces endommagées.
La bourrue de surface de coupe dépasse la norme: lorsque le rayon du bord de lame est> 0,03 mm, il doit être enrichi à ≤0,01 mm; Réajustez l'écart de lame à la valeur standard.

Température et humidité de l'atelier: la température est contrôlée à 15-30 ℃, l'humidité ≤ 60% RH, évitez la rouille de l'assiette due à un environnement humide;
Mesures anti-seismiques: le béton versant avec une épaisseur de ≥300 mm pour la fondation de l'équipement, loin des sources de vibration telles que des presses de poinçonnage (accélération des vibrations ≤ 0,5 g); Interruption de sécurité: temps de réponse à bouton d'arrêt d'urgence ≤ 0,5 seconde, leMachine de calibre lourde à la longueurse propage automatiquement lorsque la protection est activée.