Ligne de tranchage roulé à chaudest un équipement de production important largement utilisé dans l'industrie du traitement des métaux. Sa fonction principale est de couper une bobine métallique plus large à chaud dans plusieurs bandes de la largeur requise le long de la direction. Ces bandes sont généralement utilisées dans les processus ultérieurs de roulement, de bloque, de flexion et d'estampage à froid, et deviennent les matériaux de base pour divers produits industriels. Cet article présentera le flux de travail, les paramètres techniques, les problèmes de fonctionnement communs et les solutions de la machine à trancher à chaud en détail. Si vous avez besoin d'obtenir plus de paramètres ou d'informations vidéo, bienvenue pour consulter KingReal Steel Slitter!

Les plaques roulées à chaud sont des plaques en acier ou des bandes qui sont roulées après chauffage. Ses principaux avantages comprennent:
Haute ténacité: les plaques roulées à chaud sont traitées à des températures élevées, ce qui peut éliminer certains stress internes et améliorer la ténacité du matériau.
Effectif: par rapport aux plaques roulées à froid, les plaques à trait à chaud ont des coûts de production inférieurs et conviennent à une production à grande échelle.
Efficacité de production élevée: les machines à fente roulée à chaud peuvent promener rapidement et efficacement de grandes bobines dans la largeur requise pour s'adapter aux changements de la demande du marché.
En raison de ces caractéristiques, les assiettes à chaud ont été largement utilisées dans les structures de construction, la fabrication de machines lourdes et d'autres champs.
|
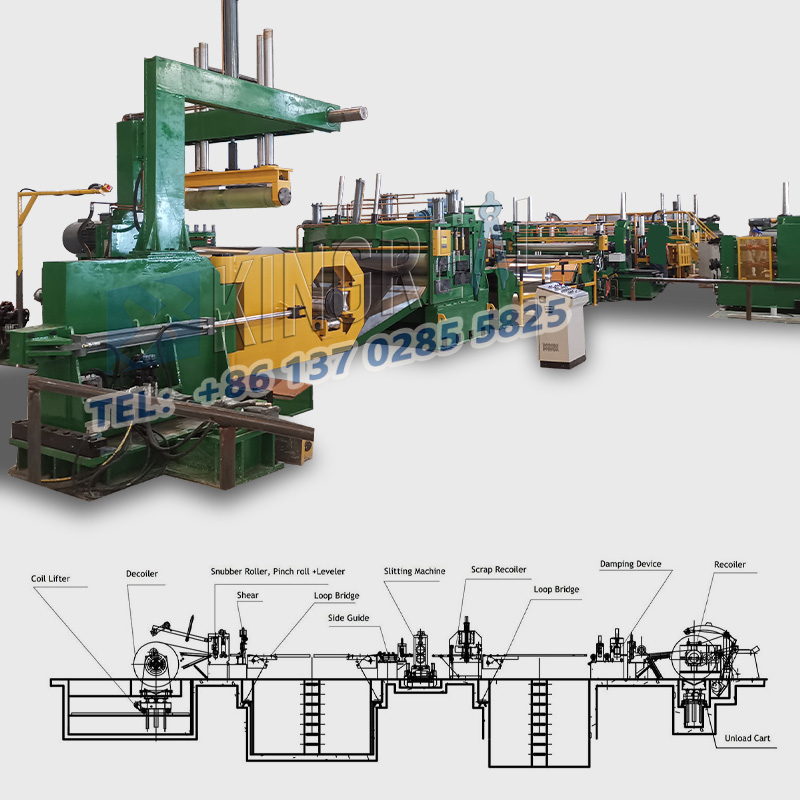
Chargement pourLigne de tranchage roulé à chaud: L'opérateur alimente la bobine roulée à chaud dans le mandrin de décoller. Débullant pour la machine à trancher roulée à chaud: le décolleter déroule la bobine principale et alimente l'acier dans la tête de tranche. Plact pour la ligne de fente roulée chaude: À la tête de tranchant, l'acier est fendu dans plusieurs bandes étroites par une lame rotative. Inspection de la machine à trancher roulée à chaud: l'opérateur inspecte chaque brin pour s'assurer que la largeur des spécifications et la condition de bord répondent aux exigences. Soulagement du stress pour la ligne de tranchage roulée à chaud: les brins passent à travers des fosses annulaires pour éliminer la contrainte du matériau après la tranche et assurer le rembobinage sans plier. Fonctionnement et emballage: regroupant et emballer chaque volet en fonction des exigences du client. |
 |
Modèle
Modèle 1
Modèle 2
Modèle 3
Modèle 4
Bobine d'origine
Assiette à chaud
Assiette à chaud
Assiette à chaud
Assiette à chaud
Épaisseur de matériau
0,8 mm-6.0 mm
0,8 mm-6,0 mm
2,0 mm-2,0 mm
3,0 mm-16,0 mm
Largeur du matériau
1600 mm (max)
1800 mm (max)
2000 mm (max)
2200 mm (max)
Poids de bobine
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Précision de largeur
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Vitesse unitaire
120 m / min (max)
120 m / min (max)
80m / min (max)
60m / min (max)
|
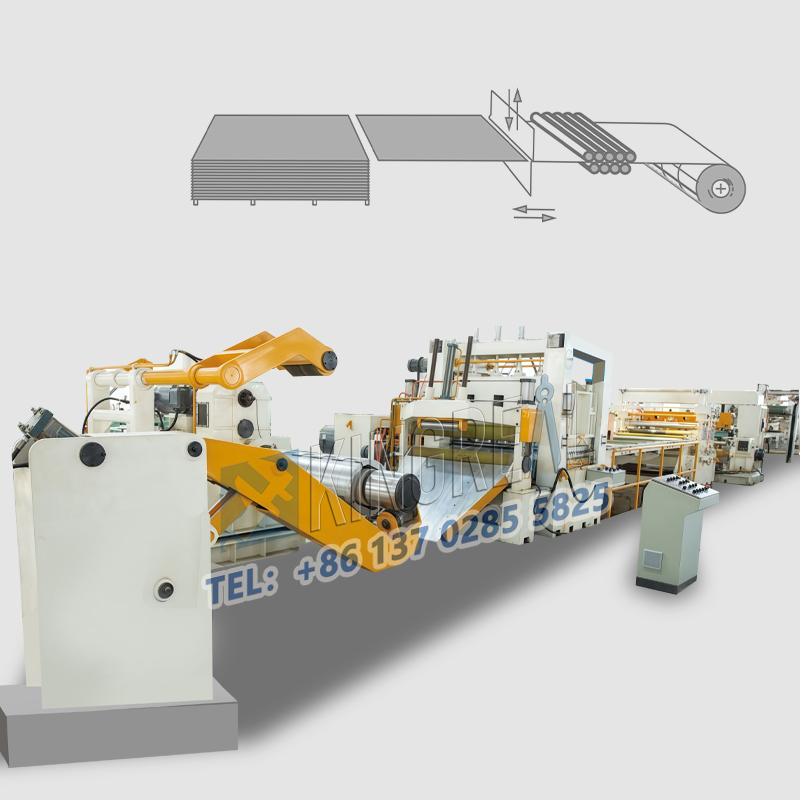
① Machine de tranchants roulés à chaud avec capacité de permission à haute efficacité Une caractéristique notable deMachine de tranchage roulée à chaudEst-ce qu'il peut fendre jusqu'à 40 bandes étroites en même temps. Cette fonction répond grandement aux besoins des clients en matière de production à grande échelle. Avec l'accélération de l'industrialisation, la demande du marché pour les bandes métalliques augmente, en particulier dans les industries telles que la construction, la fabrication d'automobiles et les appareils électroménagers. La capacité de relâchement élevée de la ligne de relâchement roulée à chaud permet aux fabricants de fournir un grand nombre de produits qualifiés en peu de temps, améliorant ainsi l'efficacité de la production et réduisant les coûts unitaires. |
 |
|
Machine de tranche à chaud à chaud automatisé La ligne de tranche à chaud à chaud adopte une conception entièrement automatisée et est équipée d'un système de contrôle avancé pour obtenir un fonctionnement à grande vitesse. La vitesse de production maximale peut atteindre 120 m / min, ce qui signifie que davantage de matériaux peuvent être traités par unité de temps, améliorant encore l'efficacité de la production. La conception entièrement automatisée réduit non seulement le besoin d'intervention manuelle, mais réduit également la possibilité d'erreurs de fonctionnement humain et améliore la cohérence et la qualité des produits. Le système de contrôle automatisé de la ligne de tranchants à chaud peut surveiller le processus de production en temps réel et ajuster les paramètres à temps pour répondre aux besoins de différents matériaux et épaisseurs. |
 |
|
Machine à trancher à chaud personnalisée Afin de mieux répondre aux besoins des clients, KingReal Steel Slitter fournitS Solutions de ligne de tranchants roulées à chaud personnalisées. Selon les dessins fournis par les clients et les besoins de production réels, KingReal Steel Slitter est capable de concevoir différentes solutions de fabrication de machines à fente à chaud pour assurer l'efficacité et la douceur du processus de production pour les clients. Les machines à fente roulée à chaud en acier kingreal sont divisées en trois types principaux pour s'adapter aux bobines d'épaisseurs différentes: Machine de tranche de jauge légère: spécialisée dans le traitement des bobines avec une épaisseur de 0,2 mm à 3 mm. Machine de tranche de calibre moyenne: Convient aux bobines d'une épaisseur de 3 mm à 6 mm. Machine de tranche de calibre lourde: capable de traiter les bobines d'une épaisseur de 6 mm à 16 mm. |
 |
LeLigne de tranchage roulé à chaudpeut produire une flexion latérale pendant le processus de tranche. Il peut être causé par les raisons suivantes:
1. Fense des matières premières:
La contrainte de la plaque d'acier n'est pas complètement éliminée pendant le processus de roulement. Après un cisaillement longitudinal, la contrainte est libérée et la plaque est pliée. Lorsque la contrainte au milieu de la plaque est libérée des deux côtés, la plaque se penche vers l'extérieur; Lorsque la contrainte des deux côtés de la plaque est libérée au milieu, la plaque se plie au milieu.
2. Pliant dû aux bavures:
Les Burrs sont plus importantes en raison d'un réglage inapproprié de l'écart de lame pendant le cisaillement longitudinal. Lors du roulement, les bavures sur le bord sont équivalentes à une épaisseur de plaque plus grande, ce qui fait que le bord s'étire et se plit.
3. Plippe en raison de lacunes inégales entre les lames supérieures et inférieures:
Lorsque les lacunes gauche et droite sont plus grandes, l'indentation de la pièce de cisaillement est également plus grande, et le côté avec un écart plus petit que les lacunes gauche et droite a un étirement plus important, donc il se plie.
4. Fense causée par une tension inégale:
Lors du roulement, la même tension doit être appliquée à toute la largeur de la plaque d'acier. Si la tension est concentrée d'un côté, une flexion se produira.
5. Fense causée par le mouvement rapide du dispositif de correction de déviation:
Pendant le traitement, si la vitesse de la correction de l'écart est trop rapide, le côté en contact avec la correction de l'écart sera partiellement étendu et plié.
Si le matériau en feuille est plié après le cisaillement longitudinal, il affectera sérieusement la qualité de l'écoute des feuilles, il doit donc être éliminé. L'attention doit être accordée aux raisons telles que le roulement des feuilles, le réglage de l'équipement et la méthode de fonctionnement.