



La ligne de refendage en boucle est conçue sur mesure pour les clients nécessitant un traitement à grande vitesse de matériaux fins et de haute précision afin de produire plusieurs bandes étroites avec une précision exceptionnelle.
|
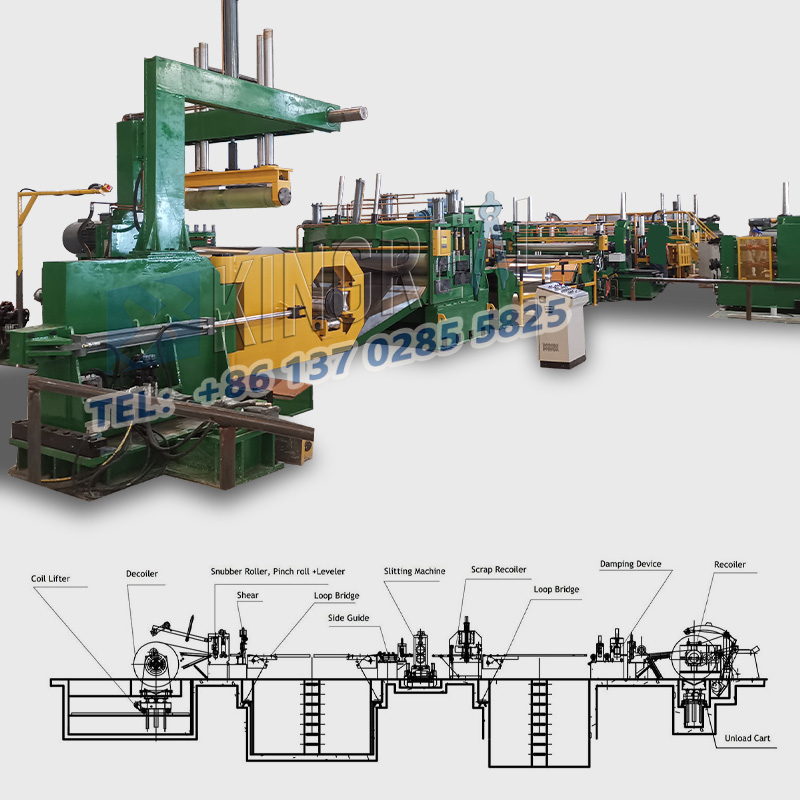
La ligne de refendage en boucle est conçue sur mesure pour les clients nécessitant un traitement à grande vitesse de matériaux fins et de haute précision afin de produire plusieurs bandes étroites avec une précision exceptionnelle. Il est largement utilisé dans les secteurs ayant des exigences strictes en matière de précision de refendage de bandes, tels que les industries de l'automobile, de l'électronique et de l'électroménager. Grâce à une disposition scientifiquement conçue, la machine à refendre les boucles réalise des opérations de refendage très efficaces et précises. Une caractéristique de conception essentielle – et la principale distinction qui sépare la ligne de refendage de boucles des lignes de refendage de métaux standard – est l'incorporation d'un accumulateur de boucles de type fosse situé dans les fondations de l'équipement. La profondeur et la longueur réelles de cette fosse sont spécifiquement déterminées en fonction de l'épaisseur de la bande métallique et de la vitesse de refendage prévue ; ces dimensions régissent directement la précision de refendage et la stabilité opérationnelle de la machine à refendre en boucle.
Pour les bandes plus fines, qui possèdent une ductilité élevée et sont sujettes à la déformation, une fosse plus profonde est généralement nécessaire pour garantir que la bande reste stablement détendue dans l'accumulateur de boucles, empêchant ainsi le froissement ou la déviation latérale pendant le processus de refendage. À l'inverse, pour les bandes plus épaisses, qui présentent une plus grande rigidité et résistance à la déformation, une fosse plus longue est nécessaire pour répondre adéquatement aux exigences de tamponnage de la bande. De plus, à mesure que la vitesse de refendage augmente, les exigences en matière de profondeur et de longueur de la fosse deviennent plus exigeantes. Ce n'est qu'en satisfaisant ces exigences exactes que la ligne de refendage en boucle peut maximiser son potentiel de refendage à grande vitesse tout en garantissant que la qualité de refendage reste sans compromis, garantissant ainsi que le système fonctionne de manière constante avec une précision et une efficacité extrêmes. |
 |
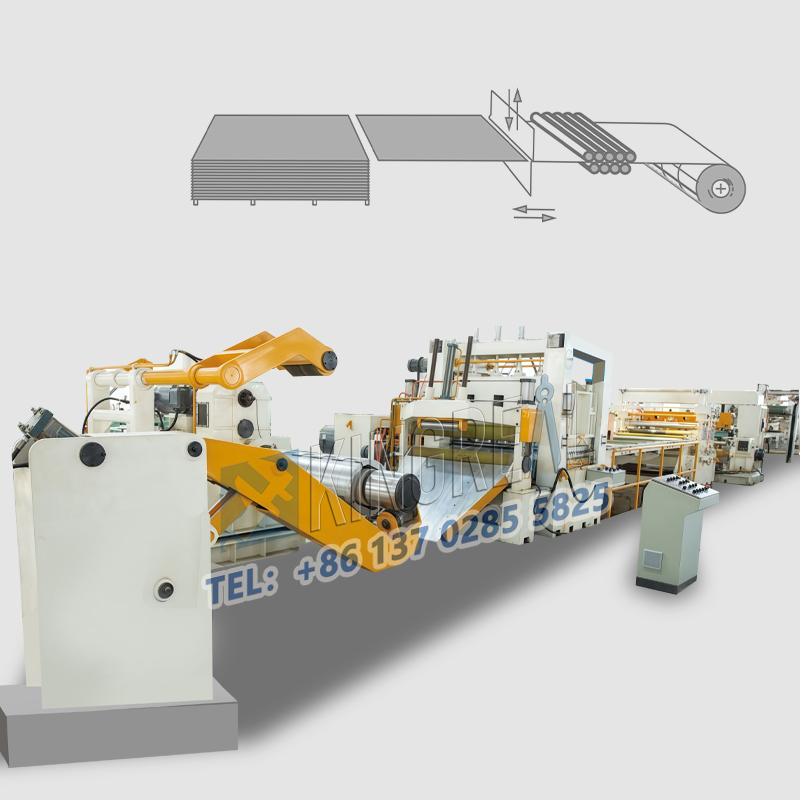
●Fonctionnement à haute efficacité — Les vitesses de production maximales peuvent atteindre jusqu'à 230 m/min, avec des vitesses réglables de manière flexible pour répondre aux exigences opérationnelles spécifiques. ●Refendage multi-bandes — La ligne de refendage en boucle est capable de fendre simultanément le matériau en jusqu'à 40 bandes étroites en un seul passage. ●Automatisation complète — La machine de refendage en boucle est intégrée à un bras de stockage de bobines de tourniquet de type croisé et à une ligne d'emballage automatisée de bobines refendues pour minimiser autant que possible les exigences de main-d'œuvre manuelle.

(1) Ligne de refendage à boucle unique
(a) Fendage de boucle à entrée unique :Le principe de conception de base de cette configuration implique le positionnement d'un accumulateur de boucle avant l'unité de découpe. Cette architecture particulière améliore considérablement la précision de refendage et rationalise le processus de refendage de la ligne de refendage en boucle. Cette conception empêche clairement le glissement au niveau des lames de refendage en permettant une refendage en micro-tension ou sans tension, garantissant ainsi la précision dimensionnelle des bandes refendues, un facteur majeur pour la capacité de la machine de refendage en boucle à répondre aux exigences de fabrication de grande précision.
En rationalisant en outre la structure de l'ensemble de la machine de refendage de boucles et en réduisant les coûts de production et la complexité de maintenance, tout en améliorant également l'efficacité opérationnelle, le dérouleur n'a pas besoin d'un mécanisme d'auto-centrage supplémentaire puisque la boucle elle-même en comprend un.
(b) Fendage de boucle à sortie unique : Cette configuration de conception se caractérise par le placement d'une boucle après la découpeuse. Après le processus de découpe, les bandes refendues sont introduites par la découpeuse dans une boucle sans tension située entre la découpeuse et l'unité de tension ; cela représente l'un des schémas de conception à boucle unique les plus largement adoptés actuellement dans les lignes de refendage en boucle. Pour la refente de bandes de faible épaisseur, un système de guidage des bords côté entrée peut être nécessaire pour garantir un déroulement stable de la bobine pendant le processus de coupe et pour empêcher un mauvais alignement de la bande de compromettre la précision de la refente. Cette approche remplit deux fonctions principales : premièrement, elle évite efficacement les problèmes liés au recul asynchrone entre les bandes individuelles, souvent causés par des variations d'épaisseur de la bande, en contrôlant avec précision la tension de recul pour garantir un enroulement propre et uniforme de la bobine.
Deuxièmement, l'inclusion d'une boucle côté sortie permet aux bandes de s'écouler librement loin des lames de refendage, éliminant ainsi l'usure des lames généralement associée à la refente sous tension ; cela prolonge efficacement la durée de vie des lames et réduit les coûts de maintenance des équipements. De plus, étant donné que la section de sortie fonctionne sans tension, elle empêche efficacement les phénomènes de déformation, tels que le « rétrécissement » (rétrécissement de la bande), garantissant ainsi la qualité des bandes refendues.
(2) Ligne de refendage à double boucle
La caractéristique principale de la machine à refendre à double boucle est l'incorporation de deux boucles de type fosse, stratégiquement positionnées à des endroits clés distincts pour travailler en tandem. Cet arrangement collaboratif améliore encore les performances de refendage et la stabilité de la ligne, ce qui la rend parfaitement adaptée aux applications de refendage à grande vitesse impliquant des matériaux de faible épaisseur où des normes extrêmement élevées de qualité de refendage sont requises.
La première boucle est positionnée entre le dérouleur et la découpeuse, servant de composant critique qui permet le fonctionnement continu et synchronisé de l'ensemble de la ligne. Sa fonction principale est de tamponner et de s'adapter à la différence de vitesse entre le processus de déroulement et le processus de refendage. Ce faisant, il garantit que les opérations de déroulement et de refendage se déroulent en continu et en parfaite synchronisation, évitant ainsi des problèmes tels que l'étirement de la bande, la déformation ou les écarts de refendage qui pourraient autrement survenir en raison d'inadéquations de vitesse. Pendant ce temps, la bande d'acier située à l'intérieur de la fosse reste dans un état complètement détendu. La découpeuse tire la bande de la fosse pour la traiter ; puisqu'il n'y a aucune contre-tension présente pendant l'opération de refendage, la génération de bavures est efficacement minimisée, améliorant ainsi considérablement la qualité des bords des bandes refendues.
Une deuxième fosse de bouclage est positionnée entre la découpeuse et l'unité de tension/recul. En raison des contraintes induites par la refente et des variations d'épaisseur inhérentes à la bobine laminée elle-même, les bandes individuelles produites après la refente présentent souvent de légères différences de longueur. Sans une réglementation appropriée, cet écart perturberait le processus de recul, compromettant à la fois l'efficacité de la production et la qualité du produit. Cette fosse de bouclage s'adapte et compense efficacement ces variations de longueur, assurant ainsi la continuité des opérations de refendage et de recul et éliminant le besoin d'arrêts de production pour effectuer des ajustements. De plus, la présence de cette fosse de bouclage facilite le contrôle synchronisé des moteurs entraînant la découpeuse et l'unité de recul.
 |
 |
Remarque : Bien qu'une fosse de bouclage ne soit pas strictement obligatoire pour chaque configuration de machine à refendre les métaux, elle est absolument essentielle pour les applications de haute précision, les matériaux de faible épaisseur, les opérations à grande vitesse et les processus de refendage multibrins. À l’inverse, de simples lignes de refendage conçues pour des matériaux de calibre standard et des vitesses de fonctionnement inférieures peuvent être exploitées avec succès sans fosse de bouclage.
1)Comment fonctionne une ligne de refendage de boucles ?
Une machine à refendre les boucles déroule une bobine de métal, la coupe en bandes plus étroites à l'aide de couteaux rotatifs et recule les bandes pour un traitement ultérieur ou une expédition.
2) Quels matériaux peuvent être traités avec une ligne de refendage en boucle ?
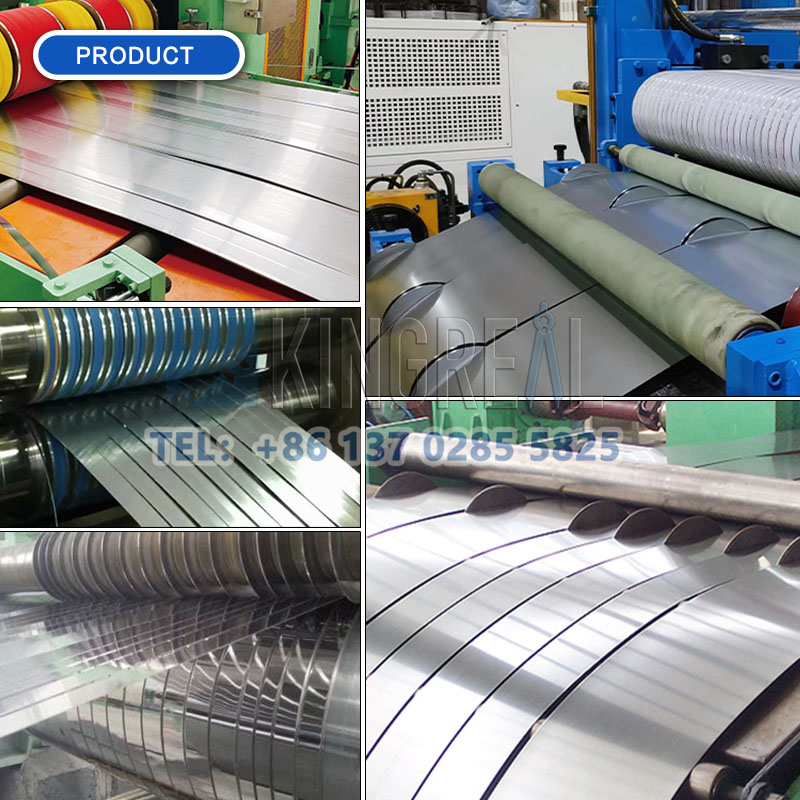
Les machines à refendre les boucles peuvent traiter divers métaux, notamment l'acier, l'acier inoxydable, l'aluminium, le cuivre, l'acier au silicium, le PPGI, etc.
3) Quels sont les avantages de l’automatisation dans les lignes de refendage en boucle ?
L'automatisation peut améliorer la précision et la cohérence des bandes étroites, réduire le travail manuel, augmenter la production et minimiser les erreurs humaines.
4) À quelle fréquence une machine à refendre les boucles doit-elle être entretenue ?
La maintenance des lignes de refendage de boucles est divisée en inspections quotidiennes et révisions périodiques. L'équipe KINGREAL STEEL SLITTER fournira des recommandations basées sur la fréquence d'utilisation du client et d'autres facteurs.
5) Quelle est la durée de vie des lames de refendage ?
La durée de vie des lames de refendage est influencée par le volume de production, les conditions de fonctionnement et les propriétés des matériaux. Les variations dans la composition et l’application des lames affectent généralement la longévité.

En tant que concepteur et fabricant spécialisé de lignes de refendage de métaux, KINGREAL STEEL SLITTER possède plus de deux décennies d'expérience approfondie dans la conception et la fabrication de lignes de refendage de métaux. S'appuyant sur une expertise technique approfondie et une infrastructure de fabrication robuste, l'entreprise a conçu avec succès de nombreuses lignes de refendage de métaux à ce jour. Ces systèmes ont été mis en service avec succès et fonctionnent actuellement sans problème dans les installations des clients dans divers pays et régions du monde, offrant une efficacité de production et une valeur exceptionnelles à nos clients. Les installations de la ligne de refendage de métaux KINGREAL STEEL SLITTER couvrent une empreinte géographique diversifiée, notamment l'Arabie saoudite, l'Italie, le Mexique, le Brésil, l'Indonésie, le Canada, le Turkménistan et d'autres, couvrant tous les principaux marchés mondiaux de transformation des métaux et établissant un riche portefeuille de références de projets internationaux.
Plus récemment, une nouvelle ligne de refendage de métal, fabriquée en collaboration avec un client en Inde, a été expédiée avec succès dans les installations du client hier.
KINGREAL STEEL SLITTER reste engagé à optimiser continuellement les schémas de conception et les paramètres de performance des lignes de refendage de métaux. En restant au courant des dernières avancées technologiques et en répondant directement aux exigences pratiques de production de nos clients, nous garantissons que chaque ligne de refendage de métal que nous livrons est parfaitement adaptée à l'environnement opérationnel spécifique et aux besoins de production du client. De plus, KINGREAL STEEL SLITTER fournit à ses clients une suite complète de services d'assistance, notamment des visites d'usine, la conception de lignes de refendage de métaux personnalisées, l'installation de machines, la formation opérationnelle, la maintenance et la fourniture de pièces de rechange. En protégeant l'ensemble du processus de production, nous garantissons que nos clients peuvent utiliser leurs lignes de refendage de métaux avec une efficacité et une stabilité maximales.